

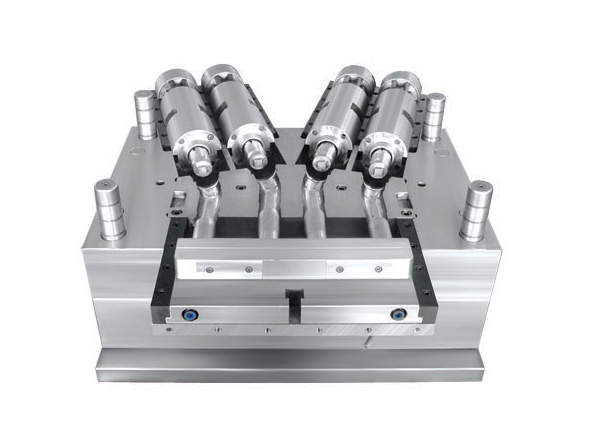
Stap een: Analiseer en verwerk die 2D- en 3D-tekeninge van die produk, en stel die konsep daarvan opPVC pyp pasvormDie inhoud sluit die volgende aspekte in:
1. Die geometriese vorm van die produk. (T-stuk PVC pyp vorm, swrpypvorm)
2. Produkdimensies, toleransies en ontwerpmaatstawwe.
3. Die tegniese vereistes van die produk (soos hardheid, mate van plastisering, ens., soms moet die herwinning van die produk oorweeg word)
4. Die naam, krimping en kleur van die plastiek wat in die produk gebruik word. (Byvoorbeeld,PVC pyp pasvormenUPVC, CPVC pyppassingvormgebruik verskillende vormmateriale in ontwerp)
5. Die oppervlakvereistes van die produk.
Stap 2: Bepaal die model van die inspuitmasjien.
Die spesifikasie van die inspuitmasjien is hoofsaaklik gebaseer op die grootte van die plastiekproduk en die produksielot. By die keuse van 'n inspuitmasjien oorweeg die ontwerper hoofsaaklik die plastiseringstempo, inspuitvolume, klemkrag, effektiewe area van die installasievorm (afstand tussen die inspuitmasjien se trekstange), modulus, uitwerpvorm en uitwerplengte.
Indien die kliënt die model of spesifikasie van die inspuitmasjien wat gebruik word, verskaf het, moet die ontwerper die parameters daarvan nagaan. Byvoorbeeld, as die kliënt die interne afstand van die trekstange van die inspuitgietmasjien kies as 680*680 mm, dan moet die grootte van diePVC pyp pasvormkan nie hierdie reeks oorskry nie, andersins moet die vervanging met die kliënt bespreek word.
Stap drie: die bepaling van die aantal holtes van diePVC pyp pasvormen die rangskikking van die holtes Die bepaling van die aantal vormholtes is hoofsaaklik gebaseer op die geprojekteerde area van die pyp, die geometriese vorm (met of sonder sykerntrekking), produk akkuraatheid, bondelgrootte en ekonomiese voordele. Die aantal holtes word hoofsaaklik bepaal op grond van die volgende faktore:
1. Produksiegroep produkte (maandelikse groep of jaarlikse groep).
2. Of die produk sykerntrekking het en die behandelingsmetode daarvan.
3. Die eksterne afmetings van die vorm en die effektiewe area van die vorm wat op die inspuitmasjien geïnstalleer is (of die afstand tussen die trekstange van die inspuitmasjien).
4. Produkgewig en inspuitvolume van inspuitmasjien.
5. Die geprojekteerde area en klemkrag van die produk.
6. Produk akkuraatheid.
7. Produkkleur.
8. Ekonomiese voordele (produksiewaarde van elke stel vorms).
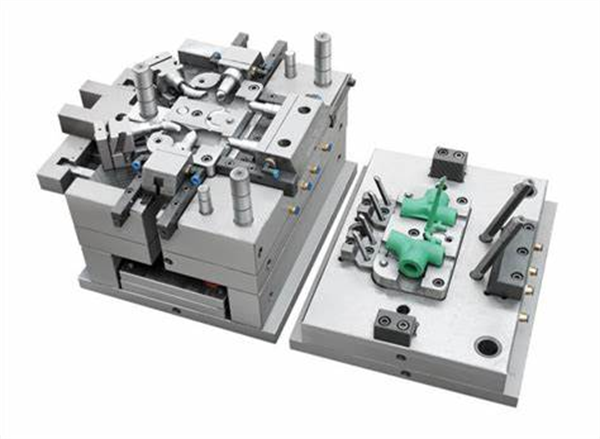
Nadat die aantal holtes bepaal is, word die rangskikking van die holtes en die uitleg van die posisies van die holtes uitgevoer. Die rangskikking van die holte behels die grootte van die vorm, die ontwerp van die poortstelsel, die balans van die poortstelsel, die ontwerp van die kerntrekmeganisme (skuifmeganisme), die ontwerp van die invoegkern en die ontwerp van die warmloopstelsel. Bogenoemde probleme hou verband met die keuse van die skeidingsoppervlak en poortposisie, dus in die spesifieke ontwerpproses is die nodige aanpassings aan diePVC pyp pasvormis nodig om die mees perfekte ontwerp te bereik.
Deur die bogenoemde 3 stappe kan die koste van die PVC-pyppassingvorm, die ooreenstemmende produksieplan en die langtermyn ekonomiese voordele rofweg bereken word. Vir u keuse van vormvervaardigers en daaropvolgende produksiebeplanning kan effektiewe beplanning en tydige aanpassings gemaak word. Longxin Mould fokus op die ontwerp en vervaardiging vanPVC pyp vormsAs u opsoek is na 'n betroubare verskaffer van pypvorms, kontak ons asseblief onmiddellik. Die professionele verkoopspan van Longxin Mould sal so gou as moontlik met u in verbinding tree.
Plasingstyd: 11 Augustus 2021