

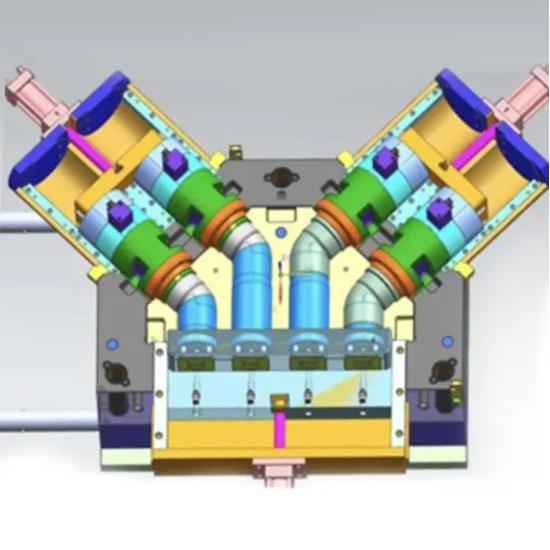
Hugpong sa pagkabit sa tubo, lakip ang unang molde ug ang ikaduhang molde. Ang unang die body gisulod sa unang insert, ang unang insert gihatagan og unang groove, ang unang groove konektado sa groove sa unang die body. Ang ikaduhang die body gisulod sa ikaduhang insert block, ang ikaduhang insert block gihatagan og ikaduhang groove. Ang ikaduhang groove konektado sa groove sa ikaduhang module. Ang ikaduhang die body mahimong i-disassemble ug i-install sa unang die body, ug ang unang die body, ang ikaduhang die body, ang unang insert ug ang ikaduhang insert gihiusa nga gisulod sa pipe fitting cavity. Ang una ug ikaduhang insert hinimo sa beryllium copper. Ang imbensyon epektibong makapauswag sa cooling rate sa komplikado nga bahin sa istruktura sa produkto sa pipe fitting, ug makatabang sa pagpauswag sa kalig-on sa produkto ug pagpugong sa pagkatangtang sa molde.
Plastikpag-igo sa tubousa ka klase sa mga piyesa sa industriya nga kasagarang gigamit. Aron makahimo, kasagaran kinahanglan nga itakda ang mga piyesa samga gamit sa tuboisip komplikado nga mga istruktura nga espesyal ang porma. Pananglitan, ang intake pipe ug ang outlet pipe sa awto kasagarang gidisenyo nga adunay corrugated structure. Ang corrugated structure mahimong magdula sa papel sa pagpakunhod ug pagwagtang sa kasaba ug hapsay nga pag-agos sa hangin sa trabaho, ug kini dali usab nga i-install.
Plastikmga gamit sa tuboAng mga produkto nga adunay espesyal nga porma sa istruktura kasagaran mogamit sa pamaagi sa blow molding sa kinatibuk-an, ang blow molding gihimo gamit ang cylindrical blank base sa mold cavity blow molding. Ang mga parte nga katumbas sa dili regular nga istruktura sa pipe fitting sa die adunay parehas nga istruktura. Tungod sa dako nga surface area sa istruktura, sa proseso sa paghuyop, ang heating surface sa lugar mas dako, mas taas ang temperatura, ug ang lugar nahimutang sa tunga sa molde, nga dili dali pabugnawon. Ang ubos nga cooling strength kasagaran mosangpot sa ubos nga kusog sa pipe fitting sa abnormal nga istruktura, nga mosangpot sa ubos nga kalidad sa pipe fitting.
Dugang pa, tungod sa pagkahaom sa espesyal nga porma sa istruktura nga komplikado ang porma, ang proseso sa pagtangtang sa metal (stripping) taas kaayo ang resistensya. Kon dili maayo ang pagpabugnaw, dali ra kining madeporma pinaagi sa grilled o demoulding, nga kasagaran moresulta sa pag-ubos sa efficiency sa produksiyon ug bisan sa paglabay niini. Ang sobra nga pagsalig sa aktuwal nga release agent sa proseso sa produksiyon, ug ang paggamit sa release agent sa usa ka bahin, moresulta sa pagtaas sa gasto sa produksiyon, ug sa laing bahin, makadaot kini sa panglawas sa operator.
Ang pagpaayo sa kusog sa pagpabugnaw sa die nga katumbas sa dili regular nga istruktura sa tubo usa sa labing hinungdanon nga mga problema nga kinahanglan masulbad sa mga teknisyan niini nga natad.
Oras sa pag-post: Abr-01-2021