

Քայլ մեկ՝ վերլուծել և ամփոփել ապրանքի 2D և 3D նկարները, և սահմանել նախագծի նախագիծը։ՊՎՔ խողովակների կցամասերի կաղապարԲովանդակությունը ներառում է հետևյալ ասպեկտները՝
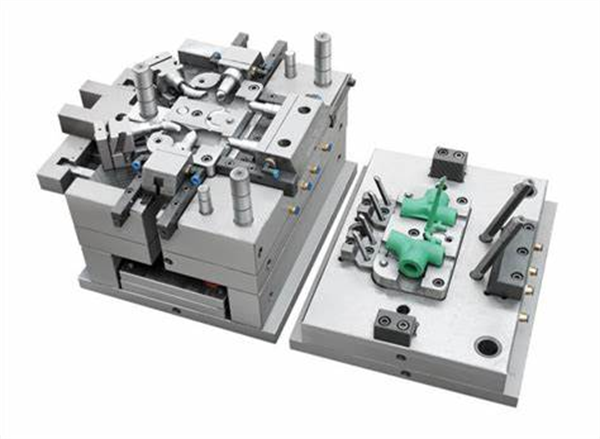
1. Արտադրանքի երկրաչափական ձևը։ (Թի ՊՎՔ խողովակի կաղապար, swrխողովակի կաղապար)
2. Արտադրանքի չափերը, հանդուրժողականությունները և նախագծման չափանիշները։
3. Արտադրանքի տեխնիկական պահանջները (օրինակ՝ կարծրություն, պլաստիկացման աստիճան և այլն, երբեմն պետք է դիտարկել արտադրանքի վերամշակումը):
4. Արտադրանքի մեջ օգտագործված պլաստիկի անվանումը, կծկումը և գույնը: (Օրինակ՝ՊՎՔ խողովակների կցամասերի կաղապարևUPVC, CPVC խողովակների կցամասերի կաղապարօգտագործել տարբեր կաղապարային նյութեր նախագծման մեջ)
5. Արտադրանքի մակերեսային պահանջները։
Քայլ 2. Որոշեք ներարկման մեքենայի մոդելը:
Ներարկման մեքենայի տեխնիկական բնութագրերը հիմնականում հիմնված են պլաստմասսայե արտադրանքի չափի և արտադրական խմբաքանակի վրա: Ներարկման մեքենա ընտրելիս նախագծողը հիմնականում հաշվի է առնում դրա պլաստիկացման արագությունը, ներարկման ծավալը, սեղմման ուժը, տեղադրման կաղապարի արդյունավետ մակերեսը (ներարկման մեքենայի կապող ձողերի միջև հեռավորությունը), մոդուլը, արտանետման ձևը և արտանետման երկարությունը:
Եթե հաճախորդը տրամադրել է օգտագործված ներարկման մեքենայի մոդելը կամ տեխնիկական բնութագրերը, նախագծողը պետք է ստուգի դրա պարամետրերը: Օրինակ, եթե հաճախորդը ներարկման ձուլման մեքենայի կապող ձողերի ներքին հեռավորությունը ընտրում է 680*680 մմ, ապա դրա չափըՊՎՔ խողովակների կցամասերի կաղապարչի կարող գերազանցել այս միջակայքը, հակառակ դեպքում փոխարինումը պետք է քննարկվի հաճախորդի հետ։
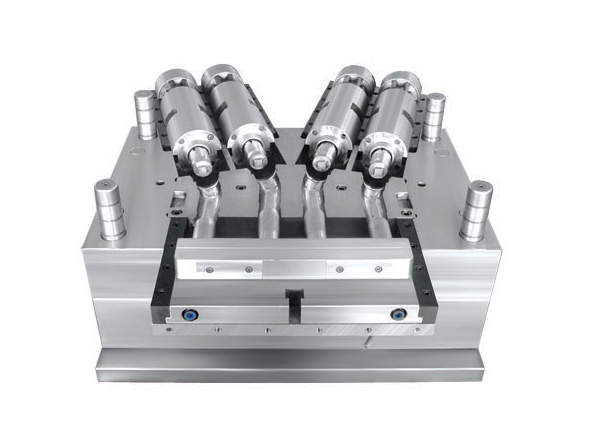
Երրորդ քայլ՝ խոռոչների քանակի որոշումՊՎՔ խողովակների կցամասերի կաղապարև խոռոչների դասավորությունը։ Ձուլվածքի խոռոչների քանակի որոշումը հիմնականում հիմնված է խողովակի նախագծված մակերեսի, երկրաչափական ձևի (կողային միջուկի քաշմամբ կամ առանց դրա), արտադրանքի ճշգրտության, խմբաքանակի չափի և տնտեսական օգուտների վրա։ Խոռոչների քանակը հիմնականում որոշվում է հետևյալ գործոնների հիման վրա՝
1. Արտադրանքի խմբաքանակ (ամսական խմբաքանակ կամ տարեկան խմբաքանակ):
2. Արդյո՞ք արտադրանքն ունի կողային միջուկի քաշման հնարավորություն և դրա մշակման եղանակը։
3. Ձուլվածքի արտաքին չափերը և ներարկման մեքենայի վրա տեղադրված ձուլվածքի արդյունավետ տարածքը (կամ ներարկման մեքենայի քաշող ձողերի միջև հեռավորությունը):
4. Արտադրանքի քաշը և ներարկման մեքենայի ներարկման ծավալը:
5. Արտադրանքի նախագծված մակերեսը և սեղմող ուժը:
6. Արտադրանքի ճշգրտությունը։
7. Արտադրանքի գույնը։
8. Տնտեսական օգուտներ (յուրաքանչյուր կաղապարների հավաքածուի արտադրական արժեքը):
Խոռոչների քանակը որոշելուց հետո կատարվում է խոռոչների դասավորությունը և խոռոչների դիրքերի դասավորությունը: Խոռոչի դասավորությունը ներառում է կաղապարի չափը, դարպասային համակարգի նախագծումը, դարպասային համակարգի հավասարակշռությունը, միջուկի քաշող (սահող) մեխանիզմի նախագծումը, ներդիր միջուկի նախագծումը և տաք վազող համակարգի նախագծումը: Վերոնշյալ խնդիրները կապված են բաժանման մակերեսի և դարպասի դիրքի ընտրության հետ, ուստի կոնկրետ նախագծման գործընթացում անհրաժեշտ են ճշգրտումներ:ՊՎՔ խողովակների կցամասերի կաղապարանհրաժեշտ են առավելագույնս կատարյալ դիզայն ստանալու համար։
Վերոնշյալ 3 քայլերի միջոցով կարելի է մոտավորապես հաշվարկել ՊՎՔ խողովակների կաղապարի արժեքը, համապատասխան արտադրական պլանը և երկարաժամկետ տնտեսական օգուտները: Ձևաթղթերի արտադրողների ընտրության և հետագա արտադրության պլանավորման համար կարելի է կատարել արդյունավետ պլանավորում և ժամանակին ճշգրտումներ: Longxin Mold-ը կենտրոնանում է նախագծման և արտադրության վրա:ՊՎՔ խողովակների կաղապարներԵթե դուք փնտրում եք խողովակների կաղապարների հուսալի մատակարար, խնդրում ենք անմիջապես կապվել մեզ հետ: Longxin Mold-ի մասնագիտական վաճառքի թիմը կկապվի ձեզ հետ հնարավորինս շուտ:
Հրապարակման ժամանակը. Օգոստոսի 11-2021