



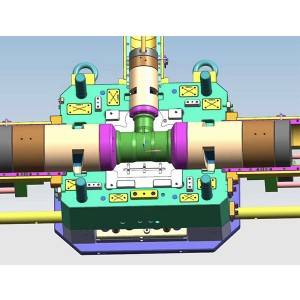
Stampo per raccordo a T a Y in UPVC
Dettagli rapidi
Origine: Taizhou, Zhejiang, Cina
Marca: Stampo in UPVC
Modello: Stampo per raccordo a T a Y in UPVC
Modalità di stampaggio: stampo a iniezione di plastica
Materiale del prodotto: acciaio
Prodotti: articoli per la casa
Nome: Stampo per raccordo a T a Y in plastica UPVC di alta qualità, prodotto in Cina
Carie: 2 carie
Progettazione: 3D o 2D
Tipo di corridore: corridore a freddo
Acciaio per stampi: p20h / 718 / 2316 / 2738, ecc.
Base dello stampo: LKM, HASCO, DME
Durata dello stampo: 500.000
Tempo di campionamento: 60-90 giorni
Colori: tutti i colori

| Di seguito i principali valori di acciaio per stampi e durezza a titolo di riferimento: | ||||||||
| Grado dell'acciaio | S50C | P20 | P20HH | 718H | 2738H | H13 | S136 | NAK80 |
| Durezza (HRC) | 17-22 | 27-30 | 33-37 | 33-38 | 36-40 | 45-52 | 48~52 | 34-40 |
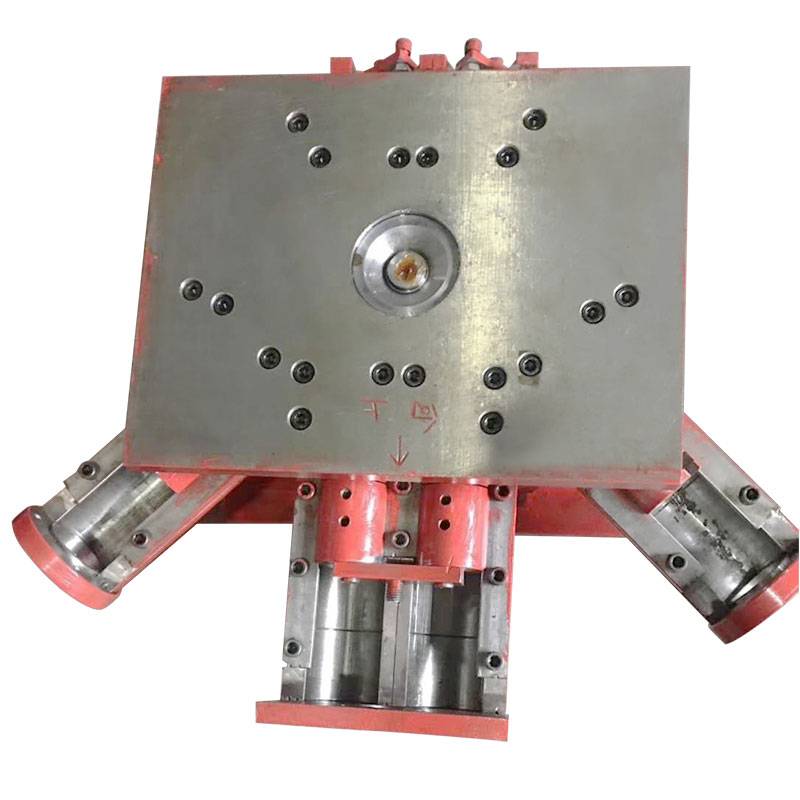
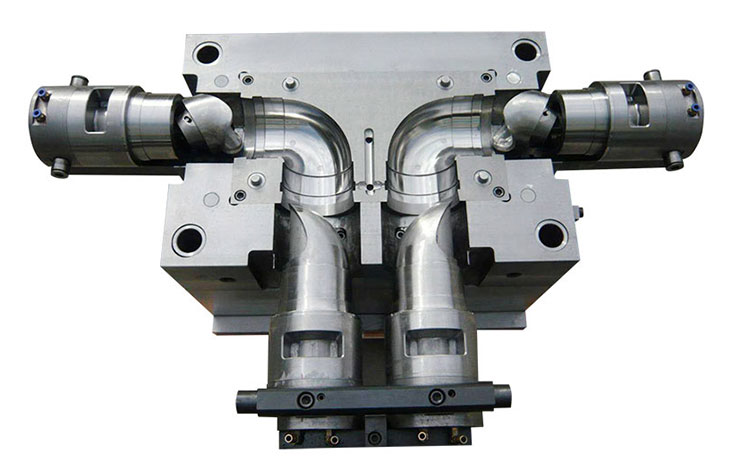
Caratteristiche dello stampo per raccordi per tubi: elevata automazione, cavità multiple, alta precisione, alta produttività, lunga durata. Abbiamo un design unico per alcuni stampi,


I nostri servizi
Noi di Longxin, aderendo al principio di qualità e servizio al primo posto, ci impegniamo a servire al meglio ogni nostro cliente. Produciamo stampi professionali per raccordi a T o a Y per tubi di scarico in PVC. Non esitate a contattarci per effettuare un ordine.

1. Risposta tempestiva a lettere, telefonate o fax
2. Fornire tempestivamente il preventivo e i progetti degli stampi
3. Invio tempestivo di immagini relative all'avanzamento della lavorazione dello stampo e al programma di finitura dello stampo.
4. Invio tempestivo di immagini relative all'avanzamento della lavorazione dello stampo e al programma di finitura dello stampo.
5. Consegna degli stampi nei tempi previsti.
Per ulteriori informazioni, contattateci.

Imballaggio e consegna
Come imballare i raccordi a T in PVC con svasatura in una cassa di legno:
Innanzitutto: applicare dell'olio antiruggine sullo stampo.
Secondo: avvolgiamo lo stampo con una sottile pellicola di plastica per evitare l'umidità.
Terzo: abbiamo inserito questo stampo avvolto nella pellicola di plastica in una scatola di legno e lo abbiamo fissato in modo che non si muovesse.
Dimensioni dell'imballaggio in cassa di legno: in base alle dimensioni dello stampo
Porto: Ningbo

Domande frequenti:
Infine, sono stati realizzati due stampi per raccordi per tubi. Ora dobbiamo testare l'efficacia dello stampo, ovvero effettuare una prova. Dopodiché, dovremo passare alla produzione e, soprattutto, come mantenerlo in condizioni ottimali durante la produzione, in modo da ottenere i massimi benefici?
Di seguito illustreremo gli aspetti a cui prestare attenzione quando si utilizzano gli stampi per raccordi a T in UPVC:
1. Verificare se l'apertura e la chiusura dello stampo avvengono senza intoppi e se l'espulsione del pezzo avviene senza problemi.
2. Prestare attenzione alla posizione del punto di iniezione e alla modalità di alimentazione della colla, alle dimensioni del punto di iniezione e della cavità, e selezionare la pressione, la velocità e il volume di materiale appropriati per lo stampaggio a iniezione. 3. Dopo il riscaldamento dello stampo, verificare attentamente che tutte le parti dello stampo siano ben assemblate e quindi confermare la linea di incollaggio e lo scarico. Una volta completato il prodotto, chiedere al personale addetto al controllo qualità di confermare le dimensioni e l'aspetto.
4. Durante il processo di produzione dello stampo, verificare le impostazioni dello stampo e i dispositivi di sicurezza per consentire al personale operativo di comprendere i possibili problemi del processo. Al termine della produzione, lo stampo inferiore o di riserva deve adottare le misure necessarie per la macchina e lo stampo.
5. Quando lo stampo non è in produzione, è necessario eseguire la manutenzione dello stampo per raccordi. Innanzitutto, controllare lo stampo e determinare il metodo di manutenzione. Se è necessario smontare le parti, verificare prima la presenza di un segno di riferimento chiaro. Dopo aver completato la manutenzione delle parti, procedere all'assemblaggio e al posizionamento. Una volta completato l'assemblaggio, verificare innanzitutto la sequenza dello stampo. Prestare attenzione all'ispezione e alla verifica accurata del primo pezzo dopo ogni intervento di manutenzione e la produzione può essere ripresa solo dopo la conferma da parte del personale addetto al controllo qualità.


Categoria di prodotti
-

Stampo per raccordo a gomito per tubi in PPR
-

Raccordo per tubi in PPR, stampo riduttore per raccordo per tubi, iniezione...
-

Stampo per raccordo a gomito a 45° in PPR
-
Stampo per raccordo a T in PPR, iniezione di materiale...
-
stampo per raccordo tubo PPR adattatore femmina raccordo tubo...
-
Stampo per raccordo a T in PVC