

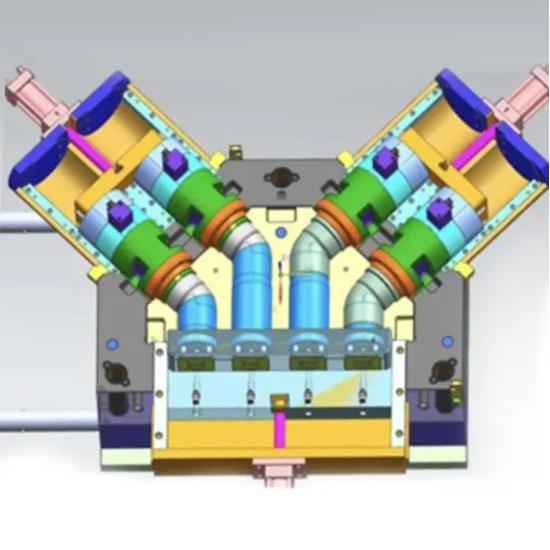
მილების ფიტინგის ფორმა, მათ შორის პირველი და მეორე ფორმები. პირველი შტამპის კორპუსში ჩასმულია პირველი ჩანართი, პირველ ჩანართს აქვს პირველი ღარი, პირველი ღარი დაკავშირებულია პირველი შტამპის კორპუსის ღართან. მეორე შტამპის კორპუსში ჩასმულია მეორე ჩანართის ბლოკი, მეორე ჩანართის ბლოკს აქვს მეორე ღარი. მეორე ღარი დაკავშირებულია მეორე მოდულის ღართან. მეორე შტამპის კორპუსის დაშლა და პირველ შტამპის კორპუსზე დამონტაჟება შესაძლებელია, ხოლო პირველი შტამპის კორპუსი, მეორე შტამპის კორპუსი, პირველი ჩანართი და მეორე ჩანართი ერთად არის მოთავსებული მილსადენის ფიტინგის ღრუში. პირველი და მეორე ჩანართები დამზადებულია ბერილიუმის სპილენძისგან. გამოგონებას შეუძლია ეფექტურად გააუმჯობესოს გაგრილების სიჩქარე მილსადენის ფიტინგის პროდუქტის სტრუქტურის რთულ ნაწილში და ხელს უწყობს პროდუქტის სიმტკიცის გაუმჯობესებას და ყალიბის მოცილების თავიდან აცილებას.
პლასტმასიმილების შეერთებაარის სამრეწველო ნაწილების ფართოდ გამოყენებადი სახეობა. წარმოებისთვის ხშირად საჭიროა ნაწილების დაყენებამილების ფიტინგებიროგორც რთული, სპეციალური ფორმის სტრუქტურები. მაგალითად, ავტომობილის შემშვები და გამოსასვლელი მილი, როგორც წესი, გოფრირებული სტრუქტურით არის შექმნილი. გოფრირებულ სტრუქტურას შეუძლია ხმაურის შემცირება და აღმოფხვრა, ასევე ჰაერის გლუვი ნაკადის უზრუნველყოფა და ასევე მისი მონტაჟი მარტივია.
პლასტმასიმილების ფიტინგებისპეციალური ფორმის სტრუქტურის მქონე პირები ზოგადად იყენებენ დარტყმითი ჩამოსხმის მეთოდს, დარტყმითი ჩამოსხმის პროდუქტები ცილინდრული ფორმისაა ყალიბის ღრუს დარტყმითი ჩამოსხმის მიხედვით. შტამპზე მილის ფიტინგის არარეგულარული სტრუქტურის შესაბამის ნაწილებს აქვთ შესაბამისი სტრუქტურები. სტრუქტურის დიდი ზედაპირის ფართობის გამო, დარტყმის პროცესში, გაცხელების ზედაპირი უფრო დიდია, ტემპერატურა უფრო მაღალია და ადგილი ყალიბის შუაშია, რაც მის გაგრილებას ართულებს. დაბალი გაგრილების სიმტკიცე ხშირად იწვევს მილის ფიტინგის დაბალ სიმტკიცეს ანომალიურ სტრუქტურაში, რაც იწვევს მილის ფიტინგის უხარისხობას.
გარდა ამისა, რთული ფორმის სპეციალური ფორმის სტრუქტურის მორგების გამო, გაშიშვლების პროცესისადმი წინააღმდეგობა ძალიან დიდია. თუ გაგრილება კარგი არ არის, ადვილია გრილზე ან ყალიბის მოხსნის დეფორმაცია, რაც ხშირად იწვევს წარმოების ეფექტურობის შემცირებას და უგულებელყოფასაც კი, წარმოების პროცესში ფაქტობრივი გამოთავისუფლების აგენტზე ზედმეტად დამოკიდებულებას და, ერთი მხრივ, გამოთავისუფლების აგენტის გამოყენება გამოიწვევს წარმოების ღირებულების ზრდას, მეორე მხრივ კი საზიანოა ოპერატორის ჯანმრთელობისთვის.
არარეგულარული მილის სტრუქტურის შესაბამისი შტამპის გაგრილების სიმტკიცის გაუმჯობესება ამ სფეროს ტექნიკოსების მიერ გადასაჭრელი ერთ-ერთი უმნიშვნელოვანესი პრობლემაა.
გამოქვეყნების დრო: 2021 წლის 1 აპრილი