

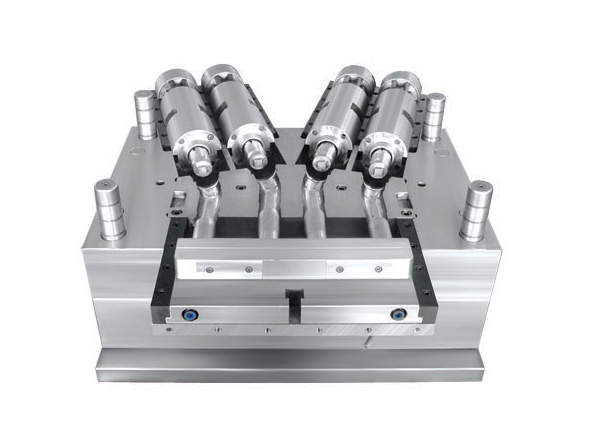
Бірінші қадам: Өнімнің 2D және 3D сызбаларын талдап, қорытыңыз және жобаны дайындаңызПВХ құбыр фитингінің қалыптарыМазмұн келесі аспектілерді қамтиды:
1. Өнімнің геометриялық пішіні. (ПВХ құбырларына арналған қалып, swrқұбыр қалыптары)
2. Өнімнің өлшемдері, төзімділік шегі және жобалау көрсеткіштері.
3. Өнімнің техникалық талаптары (мысалы, қаттылық, пластификация дәрежесі және т.б., кейде өнімді қайта өңдеуді ескеру қажет)
4. Өнімде қолданылатын пластиктің атауы, кішіреюі және түсі. (Мысалы,ПВХ құбыр фитингінің қалыптарыжәнеUPVC, CPVC құбыр фитингінің қалыптарыдизайнда әртүрлі қалып материалдарын қолданыңыз)
5. Өнімнің бетіне қойылатын талаптар.
2-қадам: Инъекциялық машинаның моделін анықтаңыз.
Инъекциялық машинаның сипаттамасы негізінен пластикалық өнімнің өлшеміне және өндірістік партияға негізделген. Инъекциялық машинаны таңдаған кезде дизайнер негізінен оның пластиктену жылдамдығын, инъекция көлемін, қысқыш күшін, орнату қалыпының тиімді ауданын (инъекциялық машинаның байлау шыбықтары арасындағы қашықтықты), модулін, шығару формасын және шығару ұзындығын ескереді.
Егер тапсырыс беруші пайдаланылған инжекциялық машинаның моделін немесе сипаттамасын ұсынған болса, дизайнер оның параметрлерін тексеруі керек. Мысалы, егер тапсырыс беруші инжекциялық қалыптау машинасының байлау шыбықтарының ішкі қашықтығын 680*680 мм етіп таңдаса, оның өлшеміПВХ құбыр фитингінің қалыптарыбұл диапазоннан асып кете алмайды, әйтпесе ауыстыру туралы тұтынушымен талқылау қажет.
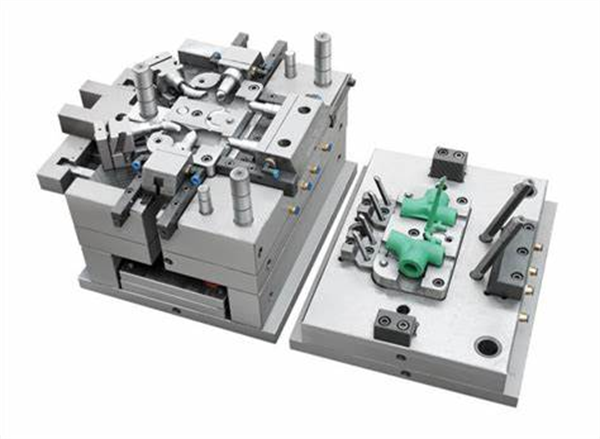
Үшінші қадам: қуыстардың санын анықтауПВХ құбыр фитингінің қалыптарыжәне қуыстардың орналасуы Қалып қуыстарының санын анықтау негізінен құбырдың жобаланған ауданына, геометриялық пішініне (бүйірлік өзектің тартылуымен немесе тартылмауы), өнімнің дәлдігіне, партия мөлшеріне және экономикалық пайдасына негізделген. Қуыстар саны негізінен келесі факторларға байланысты анықталады:
1. Өнімдердің өндірістік партиясы (айлық партия немесе жылдық партия).
2. Өнімнің бүйірлік өзекшесінің тартылуы бар-жоғы және оны өңдеу әдісі.
3. Қалыптың сыртқы өлшемдері және инъекциялық машинаға орнатылған қалыптың тиімді ауданы (немесе инъекциялық машинаның тарту шыбықтары арасындағы қашықтық).
4. Инъекциялық машинаның өнім салмағы және инъекция көлемі.
5. Өнімнің проекциялық ауданы және қысу күші.
6. Өнімнің дәлдігі.
7. Өнімнің түсі.
8. Экономикалық пайда (әрбір қалып жиынтығының өндірістік құны).
Қуыстар саны анықталғаннан кейін, қуыстардың орналасуы және қуыстардың орналасуы жүзеге асырылады. Қуыстың орналасуы қалып өлшемін, қақпа жүйесінің дизайнын, қақпа жүйесінің тепе-теңдігін, өзек тарту (сырғытпа) механизмін, кірістіру өзегін және ыстық жүгіру жүйесін жобалауды қамтиды. Жоғарыда аталған мәселелер бөлу беті мен қақпа позициясын таңдаумен байланысты, сондықтан нақты жобалау процесінде қажетті түзетулер енгізіледі.ПВХ құбыр фитингінің қалыптарыең мінсіз дизайнға қол жеткізу үшін қажет.
Жоғарыда аталған 3 қадам арқылы ПВХ құбыр фитингінің қалыбының құнын, тиісті өндіріс жоспарын және ұзақ мерзімді экономикалық пайдасын шамамен есептеуге болады. Қалып өндірушілерін таңдау және кейінгі өндірісті жоспарлау үшін тиімді жоспарлау және уақтылы түзетулер енгізуге болады. Longxin Mold жобалау мен өндіруге бағытталғанПВХ құбыр қалыптарыЕгер сіз құбыр қалыптарының сенімді жеткізушісін іздесеңіз, бізге дереу хабарласыңыз. Longxin Mold компаниясының кәсіби сату тобы сізбен мүмкіндігінше тезірек хабарласады.
Жарияланған уақыты: 2021 жылғы 11 тамыз