

D'Schwieregkeet beim Entformen vu Plastikleitungsarmaturen gëtt duerch PVC-Päiffittingsformen a falsch Prozessfaktoren verursaacht, an an de meeschte Fäll ass et duerch e falschen Design vum Entformungsmechanismus vu PVC-Päiffittingsformen verursaacht.
Am Offormungsmechanismus gëtt et en Hakenmechanismus, deen dofir verantwortlech ass, dat kal Material um Haapt-, Läifer- a Schlitz erauszehaken.
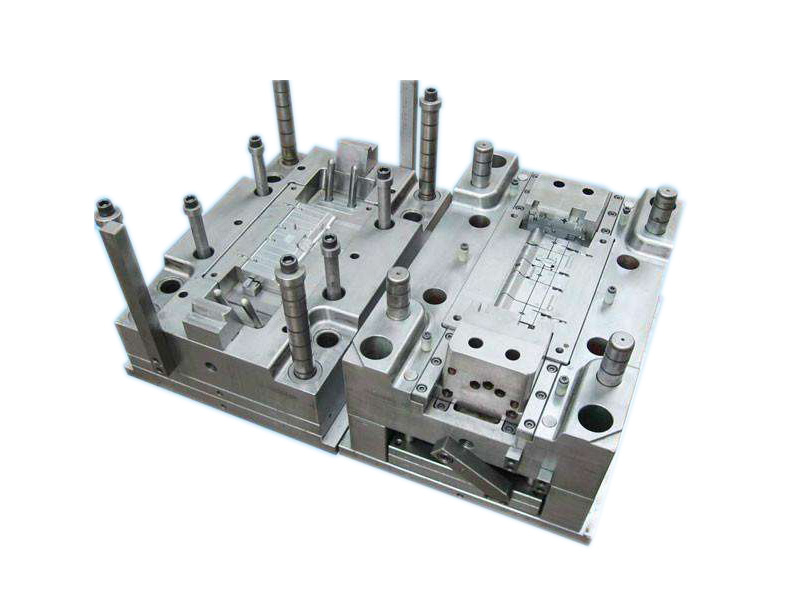
Den Auswurfmechanismus an der PVC-Päiffittingform benotzt Auswurfstangen oder Deckelplacken, fir Produkter aus der beweeglecher Form auszestéissen.
Wann den Ofsträifwénkel vum PVC-Päiffittingsformdesign net genuch ass, wäert et schwéier sinn, entformt ze ginn. Den pneumateschen Auswurfvorrichtung muss beim Entformen ausreechende pneumateschen Drock hunn, soss wäert et schwéier sinn, entformt ze ginn.
Zousätzlech sinn d'Trennfläche-Kärzuchvorrichtung, d'Gewënn-Kärentfernungsvorrichtung, etc. all wichteg Deeler an der Formfräisetzungsstruktur vu PVC-Päiffittings, an en falschen Design wäert zu schwéierem Ausformen féieren. Dofir ass beim Formdesign den Ausformungsmechanismus en Deel, op deen Opmierksamkeet muss bezuelt ginn.
Wat d'Prozesskontroll ugeet, féieren ze héich Temperaturen, ze vill Zufuhr, ze héije Sprëtzdrock an ze laang Ofkillzäiten zu Schwieregkeeten beim Ausformen. Den Debugging tëscht der Sprëtzgussmaschinn an der Form ass och ganz wichteg. Mir wäerten eng grouss Zuel vun Tester duerchféieren, ier d'PVC-Päiffittingform d'Fabréck verléisst, fir den Effekt vun der Form am aktuellen Produktiounsprozess ze garantéieren.
Schlësselwierder: PVC-Päiffittingsform
Zäitpunkt vun der Verëffentlechung: 27. November 2021