

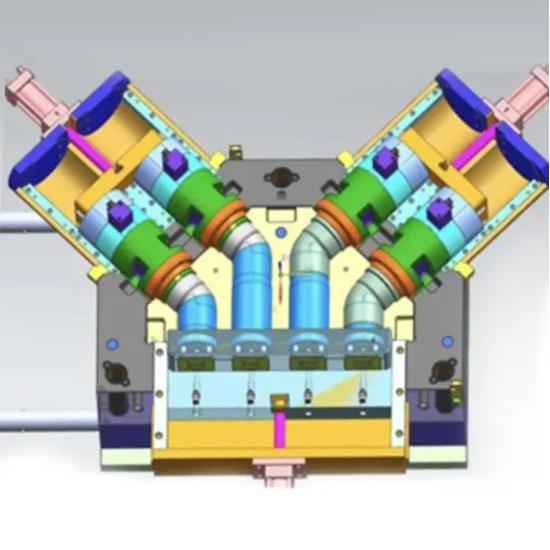
Cauruļu veidgabalu veidne, ieskaitot pirmo veidni un otro veidni. Pirmajā presformas korpusā ir iestrādāts pirmais ieliktnis, pirmajā ieliktnī ir pirmā rieva, pirmā rieva ir savienota ar pirmā presformas korpusa rievu. Otrajā presformas korpusā ir iestrādāts otrais ieliktņa bloks, otrajā ieliktņa blokā ir otrā rieva. Otrā rieva ir savienota ar otrā moduļa rievu. Otro presformas korpusu var izjaukt un uzstādīt uz pirmā presformas korpusa, un pirmais presformas korpuss, otrais presformas korpuss, pirmais ieliktnis un otrais ieliktnis kopā ir ievietoti cauruļu veidgabala dobumā. Pirmais un otrais ieliktnis ir izgatavoti no berilija vara. Izgudrojums var efektīvi uzlabot dzesēšanas ātrumu cauruļu veidgabala izstrādājuma struktūras sarežģītajā daļā un veicina izstrādājuma izturības uzlabošanu un veidnes lobīšanās novēršanu.
Plastmasacauruļu veidgabaliir rūpnieciski plaši izmantotas detaļas. Lai ražotu, bieži vien ir nepieciešams iestatīt detaļascauruļu veidgabalikā sarežģītas, īpašas formas konstrukcijas. Piemēram, automašīnas ieplūdes caurule un izplūdes caurule parasti ir konstruēta ar gofrētu struktūru. Gofrētā struktūra var mazināt un novērst troksni, kā arī nodrošināt vienmērīgu gaisa plūsmu darbā, un to var arī viegli uzstādīt.
Plastmasacauruļu veidgabaliAr īpašas formas struktūru parasti izmanto pūšanas formēšanas metodi kopumā, pūšanas formēšanas produktus izgatavojot ar cilindrisku sagatavi saskaņā ar veidnes dobuma pūšanas formēšanu. Daļām, kas atbilst cauruļu veidgabalu neregulārajai struktūrai uz presformas, ir atbilstoša struktūra. Sakarā ar lielo struktūras virsmu pūšanas procesā sildvirsma šajā vietā ir lielāka, temperatūra ir augstāka, un vieta atrodas veidnes vidū, tāpēc to nav viegli atdzesēt. Zemā dzesēšanas stiprība bieži noved pie cauruļu veidgabalu zemas stiprības anomālā struktūrā, kas savukārt pasliktina cauruļu veidgabalu kvalitāti.
Turklāt, pateicoties sarežģītas formas īpašas formas struktūras uzstādīšanai, noņemšanas procesa pretestība ir ļoti liela, un, ja dzesēšana nav laba, var viegli rasties grilēta vai atdalāma deformācija, kas bieži vien noved pie ražošanas efektivitātes samazināšanās un pat izmešanas, pārāk liela atkarība no faktiskā atbrīvošanas līdzekļa ražošanas procesā, un atbrīvošanas līdzekļa izmantošana, no vienas puses, novedīs pie ražošanas izmaksu pieauguma, no otras puses, kaitēs operatora veselībai.
Kā uzlabot neregulāras caurules konstrukcijas matricas dzesēšanas izturību, ir viena no svarīgākajām problēmām, kas jāatrisina šīs jomas tehniķiem.
Publicēšanas laiks: 2021. gada 1. aprīlis