

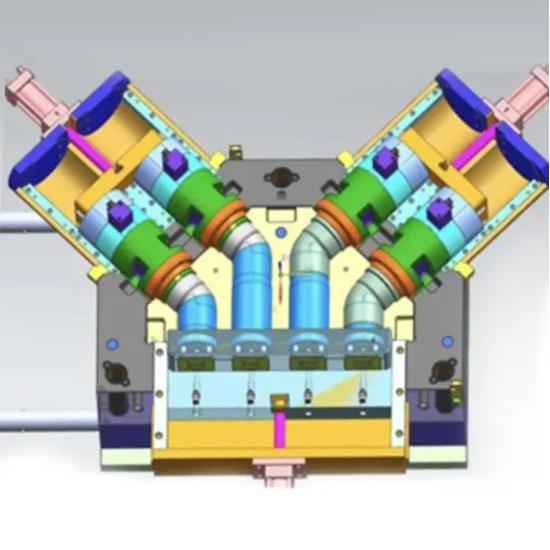
Калап за фитинг на цевки, вклучувајќи го првиот калап и вториот калап. Првото тело на калапот е вградено со прв влошок, првиот влошок е обезбеден со прв жлеб, првиот жлеб е поврзан со жлебот на првото тело на калапот. Второто тело на калапот е вградено со втор блок за влошки, вториот блок за влошки е обезбеден со втор жлеб. Вториот жлеб е поврзан со жлеб на вториот модул. Второто тело на калапот може да се расклопи и инсталира на првото тело на калапот, а првото тело на калапот, второто тело на калапот, првиот влошок и вториот влошок се заедно затворени во шуплината на фитингот за цевки. Првиот и вториот влошок се направени од берилиум бакар. Изумот може ефикасно да ја подобри брзината на ладење на сложениот дел од структурата на производот на фитингот за цевки и е погоден за подобрување на цврстината на производот и спречување на појава на лупење на калапот.
Пластикафитинг на цевкие еден вид индустриски делови што најчесто се користат. За да се произведе, често е потребно да се постават деловите одфитинзи за цевкикако сложени структури со посебен облик. На пример, влезната и излезната цевка на автомобилот генерално се дизајнирани со брановидна структура. Брановидната структура може да игра улога во намалувањето и елиминирањето на бучавата и непреченото движење на воздухот при работа, а може да биде и лесна за инсталирање.
Пластикафитинзи за цевкиСо посебна структура, генерално се користи методот на дување во целина, производите со дување се цилиндрични празнини според дувањето во калапот. Деловите што одговараат на неправилната структура на цевководниот фитинг на калапот имаат соодветна структура. Поради големата површина на структурата, во процесот на дување, површината за греење на местото е поголема, температурата е повисока, а местото се наоѓа во средината на калапот и не е лесно да се лади. Ниската јачина на ладење често доведува до ниска јачина на цевководниот фитинг на абнормална структура, што доведува до слаб квалитет на цевководниот фитинг.
Покрај тоа, поради вклопувањето на специјално обликувана структура со комплексен облик, процесот на одлепување има многу голем отпор, па ако ладењето не е добро, лесно се создава деформација на скара или отстранување на калапот, што често доведува до пониска ефикасност на производството, па дури и до отфрлање, премногу потпирајќи се на вистинското средство за ослободување во процесот на производство, а употребата на средство за ослободување од една страна ќе резултира со зголемување на трошоците за производство, а од друга страна, штетно за здравјето на операторот.
Како да се подобри јачината на ладење на калапот што одговара на неправилната структура на цевката е еден од најважните проблеми што треба да ги решат техничарите во оваа област.
Време на објавување: 01.04.2021