

Acuan pemasangan paip, termasuk acuan pertama dan acuan kedua. Badan acuan pertama dibenamkan dengan sisipan pertama, sisipan pertama dilengkapi dengan alur pertama, alur pertama dihubungkan dengan alur pada badan acuan pertama. Badan acuan kedua dibenamkan dengan blok sisipan kedua, blok sisipan kedua dilengkapi dengan alur kedua. Alur kedua dihubungkan dengan alur pada modul kedua. Badan acuan kedua boleh dibongkar dan dipasang pada badan acuan pertama, dan badan acuan pertama, badan acuan kedua, sisipan pertama dan sisipan kedua digabungkan ke dalam rongga pemasangan paip. Sisipan pertama dan kedua diperbuat daripada tembaga berilium. Ciptaan ini boleh meningkatkan kadar penyejukan pada bahagian kompleks struktur produk pemasangan paip dengan berkesan, dan kondusif untuk meningkatkan kekuatan produk dan mencegah berlakunya pelucutan acuan.
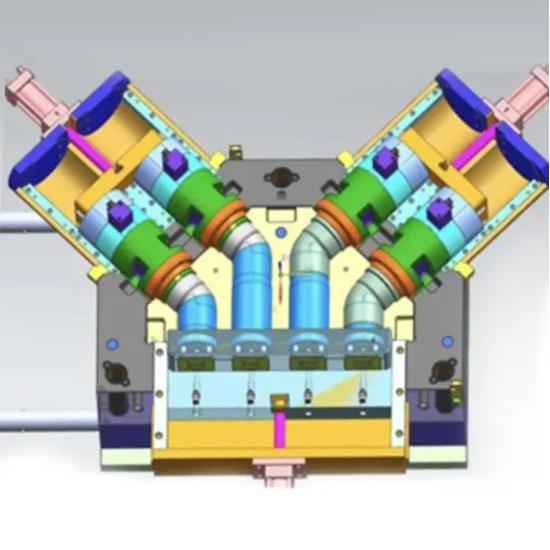
Plastikpemasangan paipadalah sejenis bahagian perindustrian yang biasa digunakan. Untuk menghasilkan, selalunya perlu menetapkan bahagian-bahagiankelengkapan paipsebagai struktur berbentuk khas yang kompleks. Contohnya, paip masuk dan paip keluar kereta biasanya direka bentuk dengan struktur beralun. Struktur beralun boleh memainkan peranan pengurangan dan penghapusan hingar serta aliran udara yang lancar di tempat kerja, dan ia juga mudah dipasang.
Plastikkelengkapan paipDengan struktur berbentuk khas, secara amnya kaedah pengacuan tiup digunakan secara keseluruhan, produk pengacuan tiup dibentuk secara silinder mengikut acuan tiup rongga acuan. Bahagian-bahagian yang sepadan dengan struktur pemasangan paip yang tidak sekata pada acuan mempunyai struktur yang sepadan. Disebabkan oleh luas permukaan struktur yang besar, semasa proses tiup, permukaan pemanasan di tempat itu lebih besar, suhu lebih tinggi, dan tempat itu terletak di tengah-tengah acuan, tidak mudah disejukkan. Kekuatan penyejukan yang rendah sering menyebabkan kekuatan pemasangan paip yang rendah pada struktur yang tidak normal, yang membawa kepada kualiti pemasangan paip yang rendah.
Di samping itu, disebabkan oleh pemasangan struktur berbentuk khas yang kompleks, proses pelucutan, rintangannya sangat besar. Jika penyejukan tidak baik, mudah untuk menghasilkan ubah bentuk panggang atau demoulding, yang sering menyebabkan kecekapan pengeluaran lebih rendah dan malah dibuang, terlalu bergantung pada agen pelepasan sebenar dalam proses pengeluaran, dan penggunaan agen pelepasan di satu pihak, akan mengakibatkan peningkatan kos pengeluaran, sebaliknya, membahayakan kesihatan pengendali.
Cara meningkatkan kekuatan penyejukan acuan yang sepadan dengan struktur paip yang tidak teratur adalah salah satu masalah terpenting yang perlu diselesaikan oleh juruteknik dalam bidang ini.
Masa siaran: 01-Apr-2021