

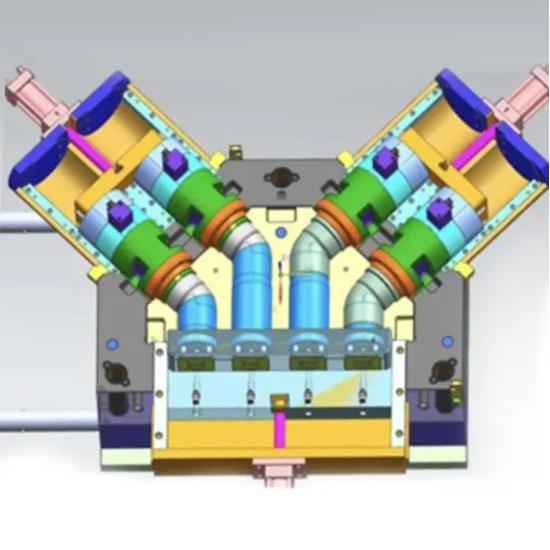
Pijpfitting malDe uitvinding omvat de eerste en de tweede matrijs. In het eerste matrijslichaam is een eerste inzetstuk ingebed, dat is voorzien van een eerste groef. Deze groef staat in verbinding met een groef in het eerste matrijslichaam. In het tweede matrijslichaam is een tweede inzetstukblok ingebed, dat is voorzien van een tweede groef. Deze tweede groef staat in verbinding met een groef in het tweede module. Het tweede matrijslichaam kan worden gedemonteerd en op het eerste matrijslichaam worden gemonteerd. Het eerste matrijslichaam, het tweede matrijslichaam, het eerste inzetstuk en het tweede inzetstuk worden samen in de matrijsopening van de buisfitting geplaatst. De eerste en tweede inzetstukken zijn gemaakt van berylliumkoper. De uitvinding kan de koelsnelheid in het complexe deel van de buisfittingstructuur effectief verbeteren, wat bijdraagt aan de sterkte van het product en het voorkomen van losraken van de matrijs.
PlasticpijpfittingHet is een soort industrieel onderdeel dat veelvuldig wordt gebruikt. Om te produceren is het vaak nodig om de onderdelen te monteren.buisfittingenals complexe, speciaal gevormde structuren. De inlaat- en uitlaatpijp van een auto zijn bijvoorbeeld vaak ontworpen met een gegolfde structuur. Deze gegolfde structuur kan geluidsoverlast verminderen en elimineren, zorgt voor een soepele luchtstroom en is bovendien eenvoudig te installeren.
PlasticbuisfittingenBij buizen met een speciale vorm wordt over het algemeen de blaasvormmethode toegepast. Hierbij wordt een cilindrische plaat in de matrijs geblazen. De onderdelen die overeenkomen met de onregelmatige structuur van de buisfitting hebben een bijbehorende matrijs. Door het grote oppervlak van de structuur is het verwarmingsoppervlak tijdens het blaasproces groter, waardoor de temperatuur hoger is. Bovendien bevindt deze plek zich in het midden van de matrijs, waardoor koeling lastiger is. De lage koelkracht leidt vaak tot een lage sterkte van de buisfitting op de onregelmatige structuur, wat resulteert in een slechte kwaliteit van de buisfitting.
Daarnaast is er, vanwege de aanpassing van de complexe, speciaal gevormde structuur, een zeer grote weerstand tijdens het ontvormen. Bij onvoldoende koeling kan er gemakkelijk vervorming optreden tijdens het bakken of ontvormen, wat vaak leidt tot een lagere productie-efficiëntie en zelfs tot afgekeurde producten. Het te veel vertrouwen op lossingsmiddelen tijdens het productieproces leidt enerzijds tot hogere productiekosten en is anderzijds schadelijk voor de gezondheid van de operator.
Het verbeteren van de koelkracht van de matrijs bij een onregelmatige pijpstructuur is een van de belangrijkste problemen die technici in dit vakgebied moeten oplossen.
Geplaatst op: 1 april 2021