

Vanskeligheten med å demontere plastrørdeler skyldes PVC-rørdelsformen og feil prosessfaktorer, og i de fleste tilfeller er det forårsaket av feil utforming av demonteringsmekanismen til PVC-rørdelsformene.
Det er en hektemekanisme i avformingsmekanismen, som er ansvarlig for å hekte ut det kalde materialet ved hoved-, løpe- og portåpningen.
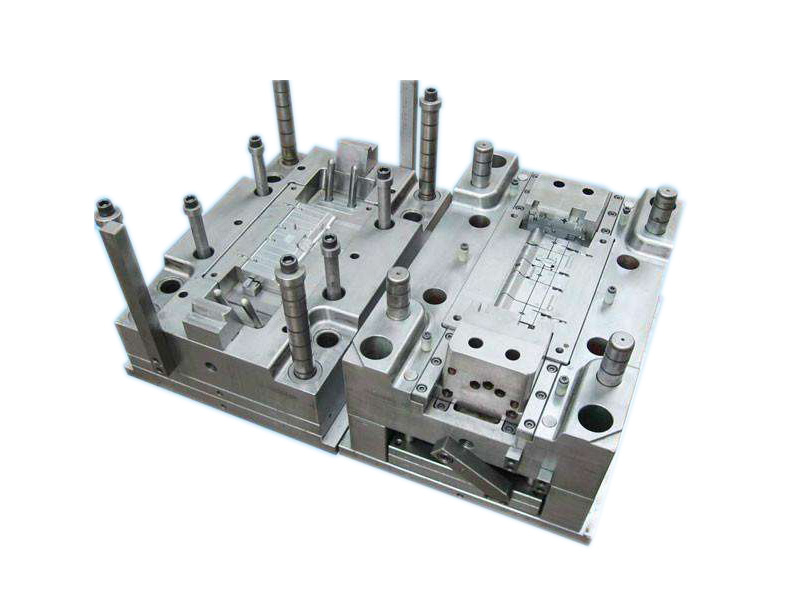
Utstøtermekanismen i PVC-rørmonteringsformen bruker utstøterstenger eller topplater for å kaste ut produkter fra den bevegelige formen.
Hvis avstripningsvinkelen på PVC-rørkoblingsformen ikke er tilstrekkelig, vil det være vanskelig å ta ut formen. Den pneumatiske utstøtingsenheten må ha tilstrekkelig pneumatisk trykk under avforming, ellers vil det være vanskelig å ta ut formen.
I tillegg er kjernetrekkanordningen på skilleflaten, den gjengede kjernefjerningsanordningen osv. alle viktige deler i støpefrigjøringsstrukturen til PVC-rørdeler, og feil design vil føre til vanskeligheter med å ta av støpingen. Derfor er avstøpingsmekanismen en del som må tas hensyn til i støpedesignet.
Når det gjelder prosesskontroll, vil for høy temperatur, for mye tilførsel, for høyt injeksjonstrykk og for lang avkjølingstid føre til vanskeligheter med avforming. Feilsøking mellom sprøytestøpemaskinen og formen er også svært viktig. Vi vil utføre et stort antall tester før PVC-rørkoblingsformen forlater fabrikken for å sikre formens effekt i den faktiske produksjonsprosessen.
Nøkkelord: PVC-rørmonteringsform
Publisert: 27. november 2021