

(一) ଛାଞ୍ଚ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା
୧,ସଫ୍ଟୱେର୍ ଡିଜାଇନ୍ ୨,ଏନସି ମେସିନିଂ ୩,ପୋଷ୍ଟ ପ୍ରୋସେସିଂ ୪,ପରୀକ୍ଷଣ ସଫଳତା ୫,ହସ୍ତନିର୍ମିତ ଛାଞ୍ଚ ଡିଜାଇନ୍ ୬,ବୃତ୍ତିଗତ କପି ନମ୍ବର ୭,ଛାଞ୍ଚ ଆକୃତି ୮,ଛାଞ୍ଚ ବିବରଣୀ ୯,ବ୍ୟବହାରରେ ଲଗାନ୍ତୁ ୧୦,କଞ୍ଚାମାଲ ଚୟନ ୧୧,ଇସ୍ପାତ, ଡାଇ ବ୍ଲାଙ୍କ
ସାଧାରଣ ସଂଜ୍ଞାଛାଞ୍ଚ
ଶିଳ୍ପ ଉତ୍ପାଦନରେ, ପ୍ରେସରେ ବିଭିନ୍ନ ପ୍ରକାରର ପ୍ରେସ୍ ଏବଂ ସ୍ୱତନ୍ତ୍ର ଉପକରଣ ସ୍ଥାପିତ ହେବା ସହିତ, ଚାପ ମାଧ୍ୟମରେ ଧାତୁ କିମ୍ବା ଅଣଧାତୁ ସାମଗ୍ରୀକୁ ଅଂଶ କିମ୍ବା ଉତ୍ପାଦର ଆବଶ୍ୟକୀୟ ଆକାରରେ ତିଆରି କରାଯାଏ, ଏହି ବିଶେଷ ଉପକରଣକୁ ସାମୂହିକ ଭାବରେ କୁହାଯାଏଛାଞ୍ଚ.
ପ୍ରୟୋଗ ପରିସର: ଯନ୍ତ୍ରପାତି, ଅଟୋମୋବାଇଲ, ହାଲୁକା ଶିଳ୍ପ, ଘରୋଇ ଉପକରଣ, ପେଟ୍ରୋଲିୟମ, ରାସାୟନିକ, ବିଦ୍ୟୁତ ଶକ୍ତି ଏବଂ ଅନ୍ୟାନ୍ୟ ଶିଳ୍ପ ଉପକରଣ ଉତ୍ପାଦନ ଏବଂ ବ୍ୟବହାର ବିଭାଗ, ବିମାନ ଇଞ୍ଜିନ ଚାବି ପରିଧାନ-ପ୍ରତିରୋଧୀ ଅଂଶ, ଗରମ ଏକ୍ସଟ୍ରୁସନ ଡାଏ, ଉଷ୍ମ ଏକ୍ସଟ୍ରୁସନ ଫିଲ୍ମ, ହଟ ଫୋର୍ଜିଂ ସ୍ପର୍ଶ, ରୋଲିଂ ଷ୍ଟିଲ୍ ଗାଇଡ୍, ରୋଲିଂ ଚକ, ଅଟୋମୋବାଇଲ ଇଞ୍ଜିନ କ୍ୟାମଶାଫ୍ଟ ଏବଂ ଅନ୍ୟାନ୍ୟ ଅଂଶ ଏବଂ ଡାଏ।
(三) ଛାଞ୍ଚର ବର୍ଗୀକରଣ
୧. ସାଧାରଣ ବର୍ଗୀକରଣ: ଏହାକୁ ପ୍ଲାଷ୍ଟିକ୍ ଛାଞ୍ଚ ଏବଂ ଅଣ-ପ୍ଲାଷ୍ଟିକ୍ ରେ ବିଭକ୍ତ କରାଯାଇପାରିବ।ଛାଞ୍ଚ:
(୧) ପ୍ଲାଷ୍ଟିକ୍ ନନ୍ ମୋଲ୍ଡ: କାଷ୍ଟିଂ ମୋଲ୍ଡ, ଫୋରଜିଂ ମୋଲ୍ଡ, ଷ୍ଟାମ୍ପିଂ ଡାଏ, ଡାଏ କାଷ୍ଟିଂ ମୋଲ୍ଡ, ଇତ୍ୟାଦି। ନାମ ଟିପ୍ସ:
ଫୋର୍ଜିଂ କଠିନ - ଗରମ କରିବା ପରେ କିମ୍ବା କଠିନ - ଫୋର୍ଜିଂଛାଞ୍ଚନ; କାଷ୍ଟିଂ କଠିନ - ତରଳକୁ ଗରମ କରାଯାଏ - କାଷ୍ଟିଂ - ଥଣ୍ଡା ହୋଇ ଗଠନ ହୁଏ।
ଉ. କାଷ୍ଟିଂ ମୋଲ୍ଡ କାଠ, ମେସିନେବଲ୍ ପ୍ଲାଷ୍ଟିକ୍, ଆଲୁମିନିୟମ୍ ମିଶ୍ରଧାତୁ, କାଷ୍ଟ ଲୁହା, ଇସ୍ପାତ୍ ଇତ୍ୟାଦିରେ ତିଆରି ହୋଇପାରିବ। ବର୍ତ୍ତମାନ, କାଠ ମୋଲ୍ଡ ମାନୁଆଲ୍ ମୋଲ୍ଡିଂ କିମ୍ବା ସିଙ୍ଗଲ୍ ପିସ୍ ର ଛୋଟ ବ୍ୟାଚ୍ ଉତ୍ପାଦନରେ ବହୁଳ ଭାବରେ ବ୍ୟବହୃତ ହେଉଛି, କିନ୍ତୁ ପରିବେଶ ସୁରକ୍ଷା ଆବଶ୍ୟକତାର ସୀମାବଦ୍ଧତା ଏବଂ ଦୁର୍ବଳ କାଠ ପ୍ରକ୍ରିୟାକରଣ କାର୍ଯ୍ୟଦକ୍ଷତା ସହିତ, କଠିନ ମୋଲ୍ଡ କାଷ୍ଟିଂ ଏହାର ସ୍ଥାନ ନେବ। କଠିନ ମୋଲ୍ଡ କାଷ୍ଟିଂ ଫୋମ୍ ପ୍ଲାଷ୍ଟିକ୍ ସିଟ୍ ରେ ତିଆରି କରାଯାଏ, କଟାଯାଏ ଏବଂ ଆକାରରେ ପେଷ୍ଟ କରାଯାଏ, ଏବଂ ତା'ପରେ କାଷ୍ଟ କରାଯାଏ। କାଠ ସହିତ ତୁଳନା କରାଯାଏ।ଛାଞ୍ଚ, ଏହି ପଦ୍ଧତିର ଚକ୍ର କମ୍ ଏବଂ ଖର୍ଚ୍ଚ କମ।
B. ଫୋର୍ଜିଂ ଛାଞ୍ଚ — କାର୍ ବଡି (ଗୋଟିଏ କାର୍ ଛାଞ୍ଚ ପାଇଁ 20,000 ରୁ ଅଧିକ ଆବଶ୍ୟକ)
ଗ. ଷ୍ଟାମ୍ପିଂ ମୋଲ୍ଡ — କମ୍ପ୍ୟୁଟର ପ୍ୟାନେଲ୍
(୨) ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ଏବଂ ବିଭିନ୍ନ ଉତ୍ପାଦର ଉତ୍ପାଦନ ଅନୁସାରେ, ପ୍ଲାଷ୍ଟିକ୍ ଛାଞ୍ଚକୁ ଏହି ଭାଗରେ ବିଭକ୍ତ କରାଯାଇଛି:
ପ୍ଲାଷ୍ଟିକ୍ ଇଞ୍ଜେକ୍ସନ ଛାଞ୍ଚକୁ ଏକ ଖାଲି ଗହ୍ବର ଖୋଳିବା ଉପରେ ଦୁଇ କିମ୍ବା ଅଧିକ ଖଣ୍ଡ ବିଶେଷ ଧାତୁରେ ପ୍ରସ୍ତୁତ କରାଯାଇଥାଏ। ତା'ପରେ, ଉଚ୍ଚ ଚାପ ମାଧ୍ୟମରେ, ତରଳିଯାଇଥିବା ପ୍ଲାଷ୍ଟିକ୍ କଣିକାଗୁଡ଼ିକୁ ଗହ୍ବରରେ ପ୍ରବେଶ କରାଯାଏ, ଏବଂ ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦ ପାଇଁ ଛାଞ୍ଚଗୁଡ଼ିକୁ ଥଣ୍ଡା ହେବା ପରେ ବାହାର କରାଯାଏ। ବର୍ତ୍ତମାନ, ଆମର ଦୈନନ୍ଦିନ ଜୀବନରେ 90% ରୁ ଅଧିକ ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦ ଇଞ୍ଜେକ୍ସନ ଛାଞ୍ଚନ ଦ୍ୱାରା ତିଆରି କରାଯାଏ।
ବଜାର ସମ୍ଭାବନା? ବଡ଼ କ୍ଷମତା, ବିସ୍ତୃତ ପ୍ରୟୋଗ, ପୂର୍ବରୁ ପରିପୂର୍ଣ୍ଣ।
ବଜାର ସମ୍ଭାବନା? ବଡ଼ କ୍ଷମତା, ବିସ୍ତୃତ ପ୍ରୟୋଗ, ପୂର୍ବରୁ ପରିପୂର୍ଣ୍ଣ।
ପ୍ଲାଷ୍ଟିକ୍ ପ୍ରକ୍ରିୟାକରଣରେ ଇଞ୍ଜେକ୍ସନ୍ ମୋଲ୍ଡିଂ ହେଉଛି ସବୁଠାରୁ ଅଧିକ ବ୍ୟବହୃତ ପଦ୍ଧତି। ଏହି ପଦ୍ଧତି ସମସ୍ତ ଥର୍ମୋପ୍ଲାଷ୍ଟିକ୍ସ ଏବଂ ଥର୍ମୋସେଟିଂ ପ୍ଲାଷ୍ଟିକର ଅଂଶ ପାଇଁ ପ୍ରଯୁଜ୍ୟ, ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦଗୁଡ଼ିକ ମଧ୍ୟରୁ ବହୁ ସଂଖ୍ୟକ ଧୂଳି ଗଠନ ପଦ୍ଧତି, ଇଞ୍ଜେକ୍ସନ୍ ମୋଲ୍ଡିଂ ପ୍ରକ୍ରିୟାକରଣର ମୁଖ୍ୟ ଉପକରଣ ଭାବରେ, ଇଞ୍ଜେକ୍ସନ୍ ମୋଲ୍ଡିଂ ମଧ୍ୟରୁ ଗୋଟିଏ, ଉଚ୍ଚ ଏବଂ ନିମ୍ନ ସ୍ତରର ପ୍ରକ୍ରିୟାରେ ସଠିକତା, ଉତ୍ପାଦନ ଚକ୍ର ଏବଂ ଇଞ୍ଜେକ୍ସନ୍ ମୋଲ୍ଡିଂ ଉତ୍ପାଦନ ଦକ୍ଷତାର ଗୁଣବତ୍ତା, ଉତ୍ପାଦର ଗୁଣବତ୍ତା, ଉତ୍ପାଦନ, ମୂଲ୍ୟ ଏବଂ ଉତ୍ପାଦ ଅଦ୍ୟତନକୁ ସିଧାସଳଖ ପ୍ରଭାବିତ କରେ, ସେହି ସମୟରେ ବଜାରରେ ଉଦ୍ୟୋଗର ପ୍ରତିଯୋଗିତା କ୍ଷମତା ଏବଂ ପ୍ରତିକ୍ରିୟାର ଗତି ମଧ୍ୟ ନିର୍ଣ୍ଣୟ କରେ।
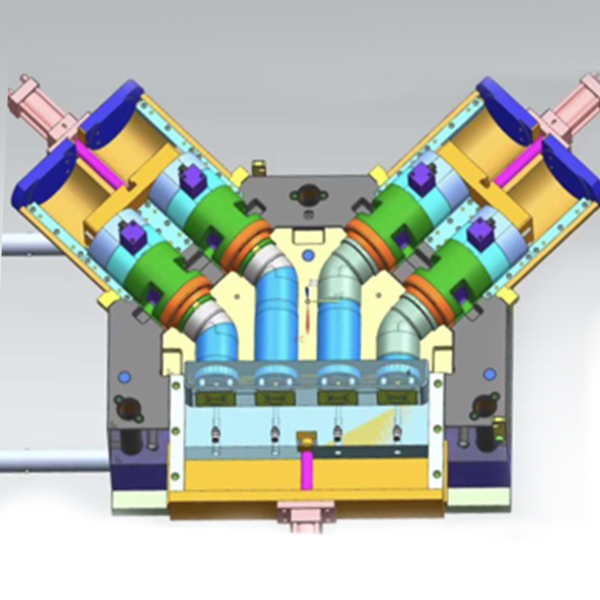
ଇଞ୍ଜେକ୍ସନ ଛାଞ୍ଚ ବିଭିନ୍ନ ଅଂଶ ସହିତ ଅନେକ ଷ୍ଟିଲ୍ ପ୍ଲେଟ୍ରେ ଗଠିତ, ମୂଳତଃ ଏଥିରେ ବିଭକ୍ତ: ଏକ ଛାଞ୍ଚୀକରଣ ଡିଭାଇସ୍ (ଅବତଳ ଡାଏ, ପଞ୍ଚ୍)
B. ପୋଜିସନିଂ ଡିଭାଇସ୍ (ଗାଇଡ୍ ପୋଷ୍ଟ, ଗାଇଡ୍ ସ୍ଲିଭ୍) C. ଫିକ୍ସିଂ ଡିଭାଇସ୍ (ଆଇ-ପ୍ଲେଟ୍, କୋଡ୍ ପିଟ୍) D. କୁଲିଂ ସିଷ୍ଟମ୍ (ଜଳ ଗାତ)
E ସ୍ଥିର ତାପମାତ୍ରା ପ୍ରଣାଳୀ (ଗରମ ନଳୀ, କେଶରେଖା)
F ରନର୍ ସିଷ୍ଟମ୍ (ଜ୍ୟାକିଙ୍ଗ ହୋଲ୍, ରନର୍ ଗ୍ରୁଭ୍, ରନର୍ ହୋଲ୍)
G ଇଜେକ୍ଟର ସିଷ୍ଟମ (ଥିମ୍ବଲ୍, ଇଜେକ୍ଟର)
ଇଞ୍ଜେକ୍ସନ ମୋଲ୍ଡିଂ ପ୍ରକ୍ରିୟା: ଇଞ୍ଜେକ୍ସନ ମୋଲ୍ଡ ହେଉଛି ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦ ଉତ୍ପାଦନ ପାଇଁ ଏକ ଉପକରଣ। ଏଥିରେ ଅନେକ ଅଂଶର ସେଟ୍ ଥାଏ ଯେଉଁଥିରେ ଛାଞ୍ଚ ଗହ୍ବର ଗଠିତ ହୁଏ। ଇଞ୍ଜେକ୍ସନ ମୋଲ୍ଡିଂ ସମୟରେ, ଛାଞ୍ଚକୁ ଇଞ୍ଜେକ୍ସନ ମୋଲ୍ଡିଂ ମେସିନରେ କ୍ଲାମ୍ପ କରାଯାଏ, ତରଳା ପ୍ଲାଷ୍ଟିକ୍ ଛାଞ୍ଚ ଗହ୍ବରରେ ଇଞ୍ଜେକ୍ସନ କରାଯାଏ, ଏବଂ ଗହ୍ବରରେ ଶୀତଳୀକରଣ ଚୂଡ଼ାନ୍ତ କରାଯାଏ, ଏବଂ ତା'ପରେ ଉପର ଏବଂ ତଳ ଛାଞ୍ଚଗୁଡ଼ିକୁ ପୃଥକ କରାଯାଏ, ବାହାର କରିବା ପ୍ରଣାଳୀ ମାଧ୍ୟମରେ ଛାଞ୍ଚ ଗହ୍ବରରୁ ଉତ୍ପାଦଗୁଡ଼ିକ ବାହାରିଯିବ, ଏବଂ ଶେଷରେଛାଞ୍ଚପରବର୍ତ୍ତୀ ଇଞ୍ଜେକ୍ସନ ମୋଲ୍ଡିଂ ପାଇଁ ବନ୍ଦ ଅଛି, ସମ୍ପୂର୍ଣ୍ଣ ଇଞ୍ଜେକ୍ସନ ମୋଲ୍ଡିଂ ପ୍ରକ୍ରିୟା ଏକ ଚକ୍ରରେ ସମ୍ପାଦିତ ହୁଏ।
ଫୋଫା ଛାଞ୍ଚ: ଫୋଫା ଛାଞ୍ଚ ଉତ୍ପାଦନ, ସବୁଠାରୁ କମ ଖର୍ଚ୍ଚ ହେଉଛି ଜିପସମ୍ ଛାଞ୍ଚ, ତା’ପରେ ଇଲେକ୍ଟ୍ରୋପ୍ଲେଟିଂ ତମ୍ବା ଛାଞ୍ଚ, ସବୁଠାରୁ ମହଙ୍ଗା ହେଉଛି ଆଲୁମିନିୟମ୍ ଛାଞ୍ଚ। ପ୍ଲାଷ୍ଟିକ୍ ଉତ୍ପାଦ ଗଠନ କରିବା ପାଇଁ ଥର୍ମାଲାଇଜଡ୍ କଠିନ ଖଣ୍ଡଗୁଡ଼ିକର ଭାକ୍ୟୁମ୍ ଶୋଷଣ ପାଇଁ ଛାଞ୍ଚକୁ ଛୋଟ ଗାତ ସହିତ ଖୋଳାଯାଏ।
ପୋଷ୍ଟ ସମୟ: ମାର୍ଚ୍ଚ-୨୬-୨୦୨୧