

Kalup za cevne priključke, vključno s prvim kalupom in drugim kalupom. Prvo telo matrice je vgrajeno s prvim vložkom, prvi vložek je opremljen s prvim utorom, prvi utor pa je povezan z utorom na prvem telesu matrice. Drugo telo matrice je vgrajeno z drugim vstavnim blokom, drugi vstavni blok pa je opremljen z drugim utorom. Drugi utor je povezan z utorom na drugem modulu. Drugo telo matrice je mogoče razstaviti in namestiti na prvo telo matrice, prvo telo matrice, drugo telo matrice, prvi vložek in drugi vložek pa so skupaj zaprti v votlini cevnega fitinga. Prvi in drugi vložek sta izdelana iz berilijevega bakra. Izum lahko učinkovito izboljša hitrost hlajenja na kompleksnem delu strukture izdelka cevnega fitinga in prispeva k izboljšanju trdnosti izdelka ter preprečevanju pojava luščenja kalupa.
Plastikacevni priključekje vrsta industrijskih delov, ki se pogosto uporabljajo. Za proizvodnjo je pogosto potrebno nastaviti delecevni priključkikot kompleksne posebne oblike. Na primer, sesalna in izpušna cev avtomobila sta običajno zasnovani z valovito strukturo. Valovita struktura lahko igra vlogo pri zmanjševanju hrupa in odpravljanju hrupa ter nemotenem pretoku zraka pri delu, poleg tega pa jo je mogoče enostavno namestiti.
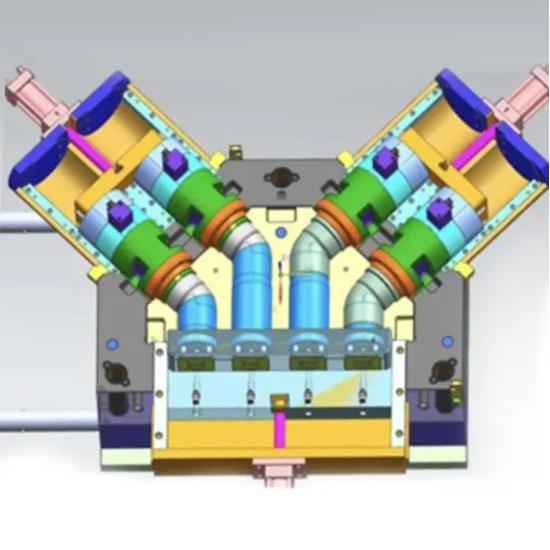
Plastikacevni priključkiPri posebnih oblikah se običajno uporablja metoda pihanja, pri čemer se izdelki s pihanjem oblikujejo v obliki valjastih pologov, ki ustrezajo pihanju votline kalupa. Deli, ki ustrezajo nepravilni strukturi cevnega fitinga na kalupu, imajo ustrezno strukturo. Zaradi velike površine strukture je med pihanjem ogrevalna površina na mestu večja, temperatura je višja in mesto se nahaja na sredini kalupa, kar ni enostavno za hlajenje. Nizka hladilna trdnost pogosto vodi do nizke trdnosti cevnega fitinga pri nepravilni strukturi, kar vodi do slabe kakovosti cevnega fitinga.
Poleg tega je zaradi posebne oblikovane strukture kompleksne oblike proces odstranjevanja zelo odporen. Če hlajenje ni dobro, se lahko deformacije med pečenjem ali razkalupljenjem zlahka pojavijo, kar pogosto zmanjša učinkovitost proizvodnje ali celo zavrže izdelek. Preveč se zanašamo na dejansko ločilno sredstvo v procesu proizvodnje, njegova uporaba pa po eni strani poveča proizvodne stroške, po drugi strani pa škoduje zdravju upravljavca.
Kako izboljšati hladilno moč matrice, ki ustreza nepravilni strukturi cevi, je eden najpomembnejših problemov, ki jih morajo rešiti tehniki na tem področju.
Čas objave: 1. april 2021