

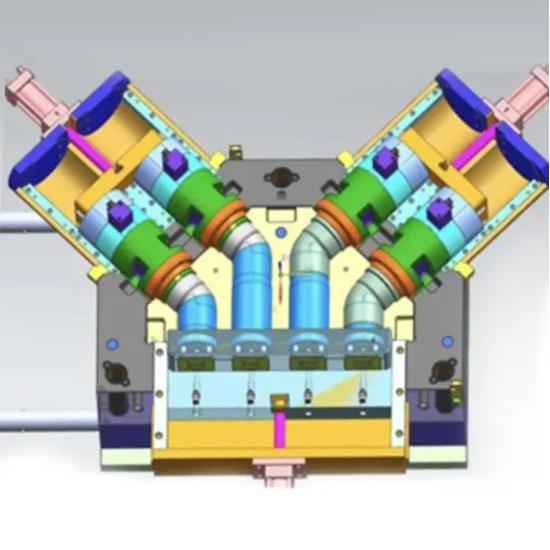
Forma për montim tubash, duke përfshirë formën e parë dhe formën e dytë. Trupi i parë i matricës është i ngulitur me një futje të parë, futja e parë është e pajisur me një kanal të parë, dhe kanali i parë është i komunikuar me kanalin në trupin e parë të matricës. Trupi i dytë i matricës është i ngulitur me një bllok futjeje të dytë, blloku i dytë i futjes është i pajisur me një kanal të dytë. Kanali i dytë është i komunikuar me një kanal në modulin e dytë. Trupi i dytë i matricës mund të çmontohet dhe të instalohet në trupin e parë të matricës, dhe trupi i parë i matricës, trupi i dytë i matricës, futja e parë dhe futja e dytë janë të mbyllura së bashku në zgavrën e përshtatjes së tubit. Vendosjet e para dhe të dyta janë bërë nga bakri berilium. Shpikja mund të përmirësojë në mënyrë efektive shkallën e ftohjes në pjesën komplekse të strukturës së produktit të përshtatjes së tubit, dhe është e favorshme për përmirësimin e forcës së produktit dhe parandalimin e zhveshjes së mykut.
Plastikëmontim tubashështë një lloj pjesësh industriale që përdoren zakonisht. Për të prodhuar, shpesh është e nevojshme të vendosen pjesët epajisje tubashsi struktura komplekse me forma të veçanta. Për shembull, tubi i marrjes dhe tubi i daljes së automobilit në përgjithësi janë të projektuar me strukturë të valëzuar. Struktura e valëzuar mund të luajë rolin e reduktimit dhe eliminimit të zhurmës dhe të sigurojë rrjedhjen e qetë të ajrit gjatë punës, dhe gjithashtu mund të jetë e lehtë për t'u instaluar.
Plastikëpajisje tubashMe strukturë të formës speciale, në përgjithësi përdoret metoda e derdhjes me fryrje si një e tërë, produktet e derdhjes me fryrje përdoren sipas formës cilindrike të boshllëkut sipas zgavrës së mykut. Pjesët që korrespondojnë me strukturën e parregullt të pajisjes së tubit në matricë kanë struktura përkatëse. Për shkak të sipërfaqes së madhe të strukturës, gjatë procesit të fryrjes, sipërfaqja e ngrohjes në vend është më e madhe, temperatura është më e lartë dhe vendi është i vendosur në mes të mykut, nuk ftohet lehtë. Forca e ulët e ftohjes shpesh çon në forcë të ulët të pajisjes së tubit në strukturën jonormale, gjë që çon në cilësi të dobët të pajisjes së tubit.
Përveç kësaj, për shkak të montimit të strukturës me formë të veçantë komplekse, rezistenca ndaj procesit të zhveshjes është shumë e madhe. Nëse ftohja nuk është e mirë, është e lehtë të prodhohen deformime të skarës ose të çmontimit, gjë që shpesh çon në uljen e efikasitetit të prodhimit dhe madje edhe në hedhjen poshtë të tij. Duke u mbështetur shumë në procesin e prodhimit aktual të agjentit të çlirimit, përdorimi i agjentit të çlirimit nga njëra anë do të rezultojë në një rritje të kostos së prodhimit, dhe nga ana tjetër, do të jetë i dëmshëm për shëndetin e operatorit.
Mënyra e përmirësimit të forcës ftohëse të matricës që korrespondon me strukturën e parregullt të tubit është një nga problemet më të rëndësishme që duhet zgjidhur nga teknikët në këtë fushë.
Koha e postimit: 01 Prill 2021