

Svårigheten med att urforma plastrördelar orsakas av PVC-rörformen och felaktiga processfaktorer, och i de flesta fall orsakas det av felaktig utformning av urformningsmekanismen för PVC-rörformar.
Det finns en hakmekanism i avformningsmekanismen, som ansvarar för att haka ut det kalla materialet vid huvuddelen, löparen och grinden.
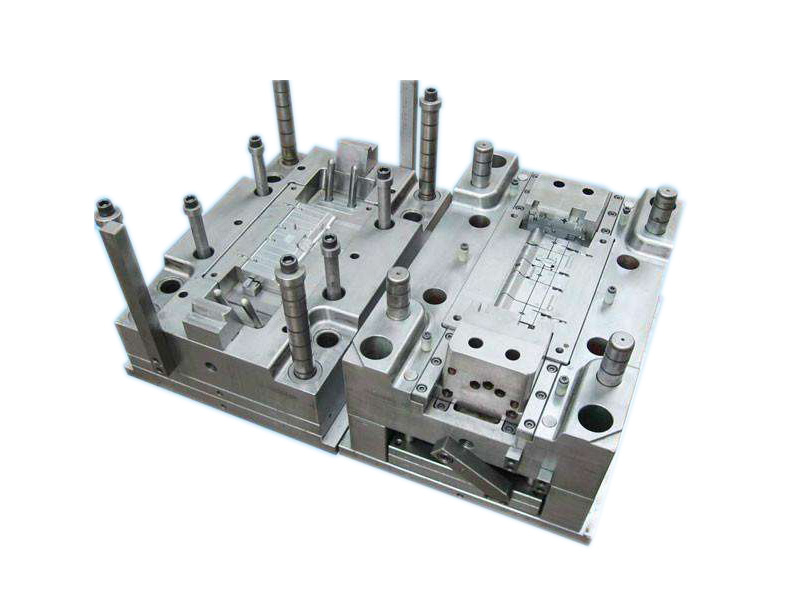
Utstötningsmekanismen i PVC-rörpassningsformen använder utstötningsstänger eller topplattor för att mata ut produkter från den rörliga formen.
Om avformningsvinkeln på PVC-rörkopplingsformen inte är tillräcklig blir det svårt att urforma. Den pneumatiska utstötningsanordningen måste ha tillräckligt pneumatiskt tryck vid urformning, annars blir det svårt att urforma.
Dessutom är kärndragningsanordningen på delningsytan, den gängade kärnborttagningsanordningen etc. alla viktiga delar i formutlösningsstrukturen för PVC-rördelar, och felaktig design kommer att orsaka svårigheter vid urgjutning. Därför är urgjutningsmekanismen en del som måste uppmärksammas vid formkonstruktionen.
När det gäller processkontroll kommer för hög temperatur, för mycket matning, för högt injektionstryck och för lång kylningstid att orsaka svårigheter vid urformning. Felsökning mellan formsprutningsmaskinen och formen är också mycket viktig. Vi kommer att utföra ett stort antal tester innan PVC-rörkopplingsformen lämnar fabriken för att säkerställa formens effekt i den faktiska produktionsprocessen.
Nyckelord: PVC-rörmonteringsform
Publiceringstid: 27 november 2021