

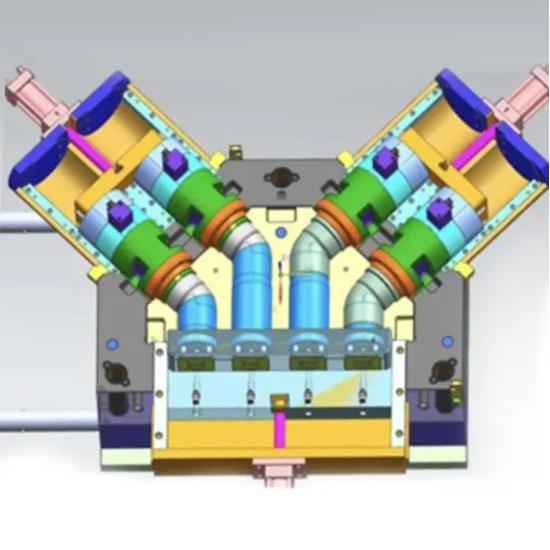
Rörkopplingsform, inklusive den första formen och den andra formen. Den första formkroppen är inbäddad med en första insats, den första insatsen är försedd med ett första spår, det första spåret är förbundet med spåret på den första formkroppen. Den andra formkroppen är inbäddad med ett andra insatsblock, det andra insatsblocket är försett med ett andra spår. Det andra spåret är förbundet med ett spår på den andra modulen. Den andra formkroppen kan demonteras och installeras på den första formkroppen, och den första formkroppen, den andra formkroppen, den första insatsen och den andra insatsen är tillsammans inneslutna i rörkopplingens hålighet. Den första och andra insatsen är tillverkade av berylliumkoppar. Uppfinningen kan effektivt förbättra kylningshastigheten vid den komplexa delen av rörkopplingens produktstruktur och bidrar till att förbättra produktens hållfasthet och förhindra förekomsten av formavskalning.
Plaströrkopplingär en typ av industriella delar som vanligtvis används. För att producera är det ofta nödvändigt att ställa in delarna avrördelarsom komplexa specialformade strukturer. Till exempel är bilens insugningsrör och utloppsrör generellt konstruerade med korrugerad struktur. Den korrugerade strukturen kan fungera som bullerreducering och bullereliminering samt ett jämnt luftflöde i arbetet, och den kan också vara enkel att installera.
PlastrördelarMed specialformad struktur används generellt metoden för blåsgjutning som helhet, och blåsgjutningsprodukter med cylindriska ämnen enligt formhålighetens blåsgjutning. De delar som motsvarar rörkopplingens oregelbundna struktur på formen har motsvarande strukturer. På grund av strukturens stora yta är uppvärmningsytan vid blåsningsprocessen större, temperaturen är högre och platsen är belägen mitt i formen, vilket inte är lätt att kyla. Den låga kylstyrkan leder ofta till låg hållfasthet hos rörkopplingen vid onormal struktur, vilket leder till rörkopplingens dåliga kvalitet.
Dessutom, på grund av montering av specialformade strukturer med komplex form, är motståndet under avformningsprocessen mycket stort. Om kylningen inte är bra, orsakas lätt deformation vid grillning eller avformning, vilket ofta leder till lägre produktionseffektivitet och till och med kassering. Förlita sig för mycket på det faktiska produktionsmedlet i processen, och användningen av släppmedel ökar produktionskostnaderna, vilket är skadligt för operatörens hälsa.
Hur man kan förbättra kylstyrkan hos formen som motsvarar den oregelbundna rörstrukturen är ett av de viktigaste problemen som teknikerna inom detta område måste lösa.
Publiceringstid: 1 april 2021