

רער פּאַסיק פורעם, אריינגערעכנט די ערשטע פורעם און די צווייטע פורעם. דער ערשטער שטערב קערפער איז איינגעבעטן מיט א ערשטן אריינלייג, דער ערשטער אריינלייג איז צוגעשטעלט מיט א ערשטער רינע, די ערשטע רינע איז פארבונדן מיט דער רינע אויף דעם ערשטן שטערב קערפער. דער צווייטער שטערב קערפער איז איינגעבעטן מיט א צווייטן אריינלייג בלאק, דער צווייטער אריינלייג בלאק איז צוגעשטעלט מיט א צווייטער רינע. די צווייטע רינע איז פארבונדן מיט א רינע אויף דעם צווייטן מאדול. דער צווייטער שטערב קערפער קען ווערן צענומען און אינסטאלירט אויף דעם ערשטן שטערב קערפער, און דער ערשטער שטערב קערפער, דער צווייטער שטערב קערפער, דער ערשטער אריינלייג און דער צווייטער אריינלייג זענען צוזאמען איינגעשלאסן אין דער רער-פיטינג קאויטעט. די ערשטע און צווייטע אריינלייג זענען געמאכט פון בעריליום קופער. די ערפינדונג קען עפעקטיוו פארבעסערן די קיל-ראטע ביים קאמפלעקסן טייל פון דער רער-פיטינג פראדוקט סטרוקטור, און איז צוגעפאסט צו פארבעסערן די שטארקייט פון דעם פראדוקט און פארמיידן דאס אויפטרעטן פון שטערב-אויסרייסן.
פּלאַסטיקרער פּאַסןאיז אַ סאָרט אינדוסטריעלע טיילן וואָס ווערן אָפט גענוצט. כּדי צו פּראָדוצירן, איז עס אָפט נייטיק צו שטעלן די טיילן פוןרער פיטינגזווי קאָמפּליצירטע ספּעציעל-פאָרמיגע סטרוקטורן. למשל, די איינגאַנג רער און די אַרויסגאַנג רער פון די אויטאָמאָביל זענען בכלל דיזיינד מיט קאָראַגייטאַד סטרוקטור. די קאָראַגייטאַד סטרוקטור קען שפּילן די ראָלע פון ראַש רעדוקציע און ראַש עלימינירן און גלאַט לופט לויפן ביי דער אַרבעט, און עס קען אויך זיין גרינג צו ינסטאַלירן.
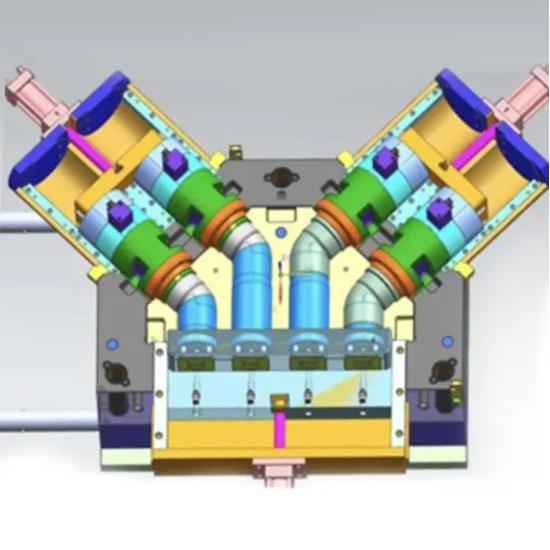
פּלאַסטיקרער פיטינגזמיט ספּעציעל-פאָרמיגע סטרוקטורן, ווערן בכלל בלאָו מאָלדינג מעטאָדן אנגענומען, בלאָו מאָלדינג פּראָדוקטן ווערן געמאַכט דורך צילינדרישע ליידיגע מאַטעריאַלן לויטן בלאָו מאָלדינג אין דער פורעם קאַוואַטי. די טיילן וואָס קאָרעספּאָנדירן צו דער אומרעגולערער סטרוקטור פון די רער פיטינג אויף דער פֿאָרעם האָבן קאָרעספּאָנדירנדע סטרוקטורן. צוליב דער גרויסער ייבערפלאַך פון דער סטרוקטור, בעת דעם בלאָוינג פּראָצעס, איז די היץ ייבערפלאַך אויף דעם אָרט גרעסער, די טעמפּעראַטור איז העכער, און דער אָרט איז ליגן אין מיטן פון דער פורעם, נישט גרינג צו קילן. די נידעריקע קיל שטאַרקייט פירט אָפט צו דער נידעריקער שטאַרקייט פון די רער פיטינג ביי אַן אומרעגולערער סטרוקטור, וואָס פירט צו דער שלעכטער קוואַליטעט פון די רער פיטינג.
דערצו, צוליב דעם וואָס מען ניצט ספּעציעלע סטרוקטורן מיט אַ קאָמפּליצירטער פֿאָרעם, איז די קעגנשטאַנד אין דעם פּראָצעס פֿון אָפּרײַסן זייער גרויס. אויב די קילונג איז נישט גוט, קען מען לייכט דעפֿאָרמירן די גריל אָדער די מאָולד, וואָס פֿירט אָפֿט צו אַ נידעריקער פּראָדוקציע־עפֿעקטיווקייט און מען פֿאַרלאָזט עס אפֿילו. מען פֿאַרלאָזט זיך צו פֿיל אויף דעם פאַקטישן פּראָדוקציע־פּראָצעס פֿון דעם ריליס־אַגענט, און פֿון איין זײַט וועט די נוצ פֿון אַ ריליס־אַגענט פֿאַרגרעסערן די פּראָדוקציע־קאָסטן, און פֿון דער אַנדערער זײַט איז עס שעדלעך פֿאַרן געזונט פֿון דעם אָפּעראַטאָר.
ווי אזוי צו פֿאַרבעסערן די קיל-שטאַרקייט פֿון דער פֿאָרעם וואָס קאָרעספּאָנדירט צו דער אומרעגולערער רער-סטרוקטור איז איינע פֿון די וויכטיקסטע פּראָבלעמען וואָס טעכניקער אין דעם פֿעלד דאַרפֿן סאָלווען.
פּאָסט צייט: 1טן אַפּריל 2021