

CPVC тръбна фитингова форма
Въвеждане
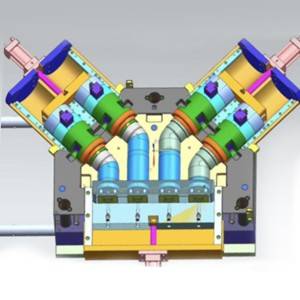
Представянето на нашия CPVC лакътен калъп е както следва:
[Материал на матрицата] 45# закалено и темперирано, 60# закалено и темперирано, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 и др. според нуждите на клиента.
[Софтуер за проектиране на матрици] Moldflow, UG, PROE, AUTOCAD, Cimatron E и др.
[Система за охлаждане на матрицата] Оптимизиран дизайн на циркулиращата вода за подобряване на производствената ефективност и намаляване на разходите.
[Средносрочна обработка на матрицата] закаляване и отпускане за подобряване на твърдостта.
[Последваща обработка на матрицата] (Температурата на азотиране е ниска, деформацията е малка и не се изисква закаляване, има висока повърхностна твърдост (по-голяма от HV8500) и износоустойчивост.
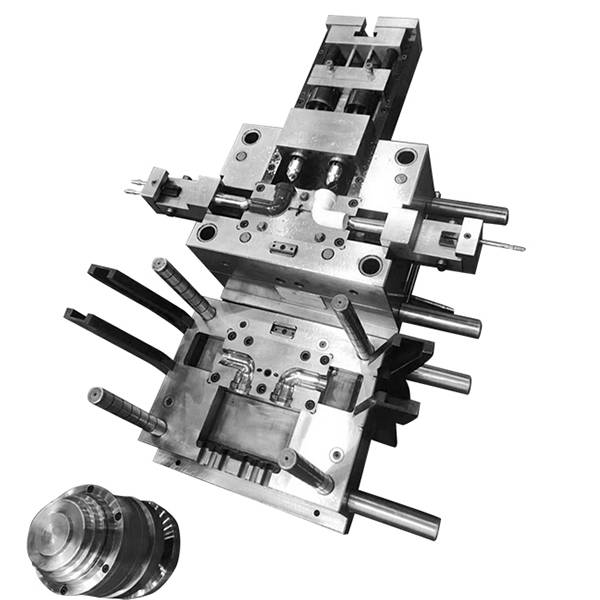
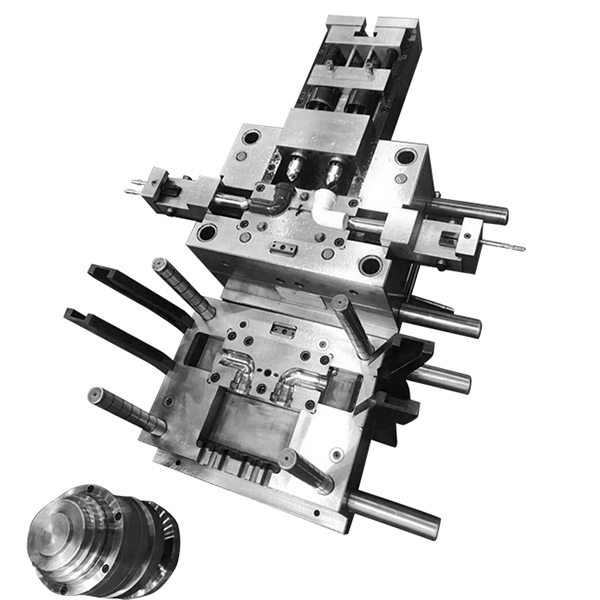
Детайли
[Живот на мухъл] Нормалната употреба е не по-малко от 500 000 пъти.
[Метод на транспортПреди да бъде изпратена матрицата, затягащата част трябва да бъде монтирана, увита със стреч фолио и след това опакована в дървена кутия. Опаковката е здрава и устойчива на ръжда, предотвратявайки повреда на матрицата по време на транспортиране и накрая логистично транспортиране до клиента.
[Място на произход] Huangyan, Taizhou, Zhejiang.
ЧЗВ:
1. Форма за тръбни фитинги Какво трябва да направя, ако изхвърлящият щифт е огънат или счупен по време на нормално производство?
Сега се насочваме към тази CPVC форма за фитинги за колянови тръби
Направете подробно въведение:
Самоделните ежекторни пръти са с по-добро качество, но разходите за обработка са сравнително високи. В днешно време структурата на матрицата обикновено използва стандартни части и качеството е на конвенционално ниво. Ако разстоянието между ежекторния щифт и направляващия отвор е твърде голямо, ще възникне изтичане на материал; но ако разстоянието е твърде малко, температурата на матрицата ще се повиши по време на шприцването, което ще доведе до разширяване и заклещване на ежекторния щифт. Понякога дори след изхвърляне на определено разстояние, той няма да се движи и ще се деформира. В резултат на това при следващото затваряне на матрицата, горният ежекторен прът не може да се върне обратно и директно да удари кухината.
Ако CPVC тръбна фитингова форма се генерира нормално
Когато възникне този проблем, ежекторният щифт трябва да се шлифова отново. Структурата на матрицата запазва 10-15 мм свързваща секция в предния край на ежекторния щифт, а средната част се шлифова с 0,2 мм по-малко. След сглобяване на всички ежекторни пръти, тяхната хлабина за прилягане трябва да се провери стриктно, обикновено в рамките на 0,05-0,08 мм, за да се гарантира, че целият ежекторен механизъм може да се движи свободно напред и назад.
2. Какво трябва да направя, ако CPVC тръбната фитингова матрица има лошо охлаждане или изтичане на вода по време на производствения процес?
Охлаждащият ефект на CPVC формата за фитинги за тръби влияе пряко върху качеството на продукта и ефективността на производството. Например, лошо охлаждане, голямо свиване на продукта или неравномерно свиване, което води до деформация, изкривяване и други дефекти; от друга страна, формата за фитинги се прегрява изцяло или частично, така че формата не може да се оформи нормално и производството спира. В тежки случаи подвижните части, като например ежекторните пръти, могат да се разширят термично. Те могат да бъдат повредени и повредени.
Дизайнът и обработката на охладителната система зависят от формата на продукта. Не пропускайте тази система поради сложната структура на формата за тръбни фитинги или трудността при обработката, особено при големи и средни форми. Проблемът с охлаждането трябва да бъде обмислен изцяло.

Изложбата