

Forma na tvarovku CPVC kolenního potrubí
Představit
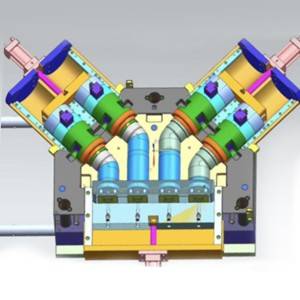
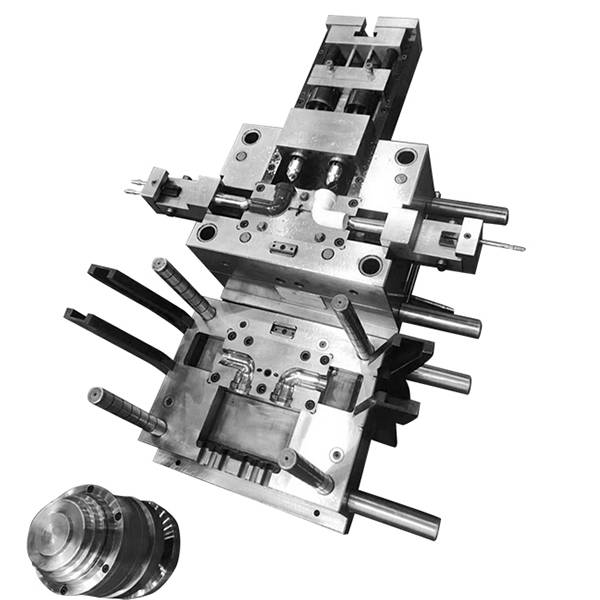
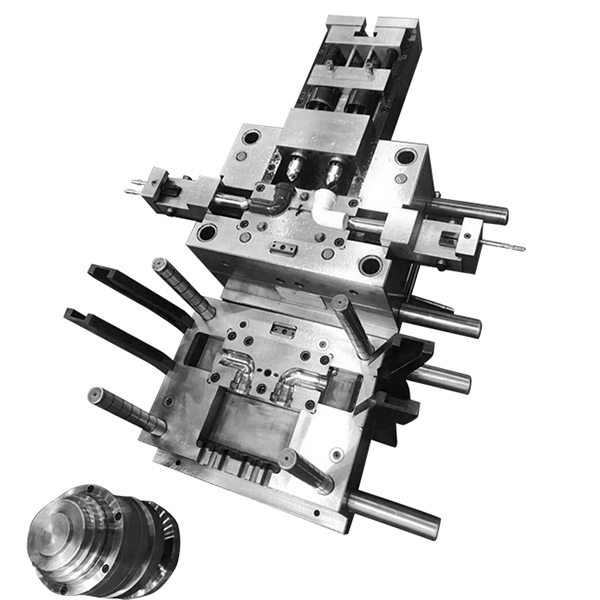
Představení produktu naší formy na lokty z CPVC je následující:
[Materiál formy] 45# kalené a popouštěné, 60# kalené a popouštěné, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 atd. dle potřeb zákazníka.
[Software pro návrh forem] Moldflow, UG, PROE, AUTOCAD, Cimatron E atd.
[Systém chlazení formy] Optimalizovaný systém cirkulující vody pro zlepšení efektivity výroby a snížení nákladů.
[Střednědobé ošetření formy] kalení a popouštění pro zlepšení tvrdosti.
[Dokončovací úprava formy] (Teplota nitridačního zpracování je nízká, deformace je malá a není nutné kalení, má vysokou povrchovou tvrdost (větší než HV8500) a odolnost proti opotřebení.
Podrobnosti
[Život plísní] Běžné použití je nejméně 500 000krát.
[Způsob dopravyPřed odesláním formy musí být nainstalován upínací kus, zabalen do strečové fólie a poté zabalen do dřevěné krabice. Obal je pevný a odolný proti korozi, aby se zabránilo poškození formy během přepravy a nakonec i během logistické dopravy k zákazníkovi.
[Místo původu] Huangyan, Taizhou, Zhejiang.
Často kladené otázky:
1. Forma na tvarovku potrubí Co mám dělat, když se vyhazovací čep během běžné výroby ohne nebo zlomí?
Nyní se zaměřujeme na tuto formu pro tvarovku kolenního potrubí CPVC
Udělejte podrobný úvod:
Domácí vyhazovací tyče jsou kvalitnější, ale náklady na zpracování jsou relativně vysoké. V dnešní době se pro konstrukci forem obvykle používají standardní díly a kvalita je na konvenční úrovni. Pokud je mezera mezi vyhazovacím čepem a vodicím otvorem příliš velká, dochází k úniku materiálu; pokud je však mezera příliš malá, teplota formy se během vstřikování zvýší, což způsobí, že se vyhazovací čep roztáhne a zasekne. Někdy se i po určité vzdálenosti vyhazovacího čepu nepohne a deformuje se. Při dalším uzavření formy se horní vyhazovací tyč nemůže vrátit do původního stavu a přímo narazí do dutiny.
Pokud se forma pro tvarování kolenního potrubí CPVC generuje normálně
Pokud k tomuto problému dojde, je třeba vyhazovací čep znovu přebrousit. Konstrukce formy si na předním konci vyhazovacího čepu zachovává 10–15 mm dosedací část a střední část je broušena o 0,2 mm menší. Po sestavení všech vyhazovacích tyčí je nutné důkladně zkontrolovat jejich vůli v uložení, obvykle v rozmezí 0,05–0,08 mm, aby se zajistilo, že se celý vyhazovací mechanismus může volně pohybovat vpřed a vzad.
2. Co mám dělat, když má forma na tvarovky CPVC Elbow Pipe Fitting během výrobního procesu špatné chlazení nebo únik vody?
Chladicí účinek formy na tvarovky z CPVC kolen přímo ovlivňuje kvalitu výrobku a efektivitu výroby. Například špatné chlazení, velké smrštění výrobku nebo nerovnoměrné smrštění vede k deformaci, deformaci a dalším vadám; na druhou stranu se forma na tvarovce celá nebo její část přehřívá, takže forma nemůže být normálně tvarována a výroba se zastaví. V závažných případech se pohyblivé části, jako jsou vyhazovací tyče, mohou tepelně roztáhnout a poškodit.
Návrh a zpracování chladicího systému závisí na tvaru výrobku. Tento systém nelze vynechat kvůli složité struktuře formy na tvarovky potrubí nebo obtížnosti zpracování, zejména u velkých a středních forem. Problém chlazení je třeba plně zvážit.

Výstava