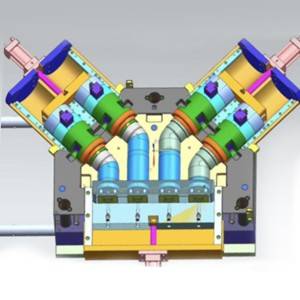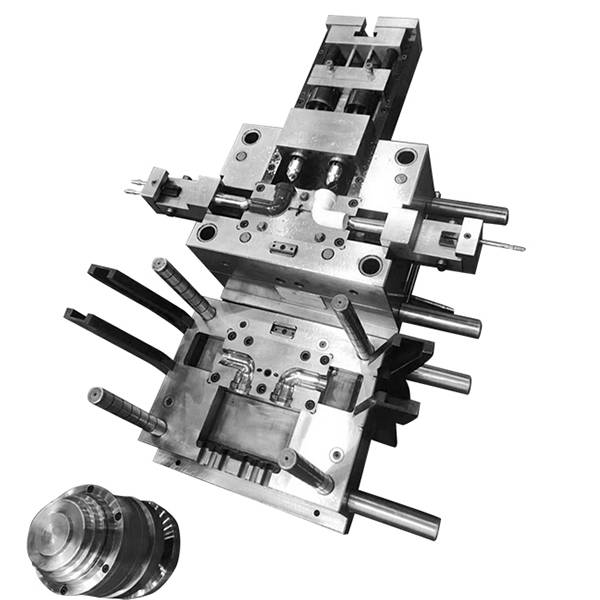


Molde de instalación de tubos de cóbado de CPVC
Introducir
A introdución do produto do noso molde de cóbado de CPVC é a seguinte:
[Material do molde] 45# temperado e revenido, 60# temperado e revenido, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61, etc. segundo as necesidades do cliente.
[Software de deseño de moldes] Moldflow, UG, PROE, AUTOCAD, Cimatron E, etc.
[Sistema de refrixeración do molde] Deseño optimizado da auga circulante para mellorar a eficiencia da produción e reducir os custos.
[Tratamento a medio prazo do molde] temple e revenido para mellorar a dureza.
[Postratamento do molde] (A temperatura do tratamento de nitruración é baixa, a deformación é pequena e non se require temple, ten unha dureza superficial elevada (superior a HV8500) e resistencia ao desgaste.
Detalles
[Vida útil do moldeO uso normal non é inferior a 500.000 veces.
[Método de transporte] Antes de enviar o molde, débese instalar a peza de fixación, envolver con película estirable e logo embalar nunha caixa de madeira. A embalaxe é resistente e inoxidable, evitando danos no molde durante o transporte e, finalmente, o transporte loxístico ao cliente.
[Lugar de orixe] Huangyan, Taizhou, Zhejiang.
Preguntas frecuentes:
1. Molde para accesorios de tubos Que debo facer se o pasador de expulsión está dobrado ou roto durante a produción normal?
Agora estamos a centrarnos neste molde de conexión para tubos de cóbado de CPVC
Fai unha introdución detallada:
As varillas de inxección feitas por eles mesmos son de mellor calidade, pero o custo de procesamento é relativamente alto. Hoxe en día, a estrutura do molde xeralmente usa pezas estándar e a calidade está no nivel convencional. Se o espazo entre o pasador de inxección e o orificio guía é demasiado grande, producirase unha fuga de material; pero se o espazo é demasiado pequeno, a temperatura do molde aumentará durante o moldeo por inxección, o que fará que o pasador de inxección se expanda e quede atascado, ás veces mesmo despois de que o pasador de inxección sexa expulsado unha certa distancia non se moverá nin se deformará, o que provocará o seguinte peche do molde, a varilla de inxección superior non se poderá restablecer e golpeará directamente a cavidade.
Se o molde de conexión de tubos de cóbado de CPVC se xera normalmente
Cando se produza este problema, o pasador do inxector debe ser rectificado de novo. A estrutura do molde mantén unha sección de acoplamento de 10-15 mm no extremo dianteiro do pasador do inxector, e a parte central está rectificada 0,2 mm máis pequena. Despois de montar todas as varillas do inxector, débese comprobar estritamente a súa folgura de axuste, xeralmente dentro de 0,05-0,08 mm, para garantir que todo o mecanismo do inxector poida avanzar e retroceder libremente.
2. Que debo facer se o molde de conexión de tubos de cóbado de CPVC ten unha mala refrixeración ou fugas de auga durante o proceso de produción?
O efecto de arrefriamento do molde de accesorios de tubos de cóbado de CPVC afecta directamente á calidade do produto e á eficiencia da produción. Por exemplo, un arrefriamento deficiente, unha gran contracción do produto ou unha contracción desigual, resultan en deformación por deformación e outros defectos; por outra banda, o molde de accesorios sobrequéntase total ou parcialmente, de xeito que o molde non se pode formar normalmente e a produción detense. En casos graves, as pezas móbiles, como as varillas de expulsión, poden expandirse termicamente. Mortos e danados.
O deseño e o procesamento do sistema de refrixeración dependen da forma do produto. Non se debe omitir este sistema debido á estrutura complicada do molde de conexión a tubos ou á dificultade de procesamento, especialmente para moldes grandes e medianos. O problema de refrixeración debe ser considerado plenamente.

A Exposición