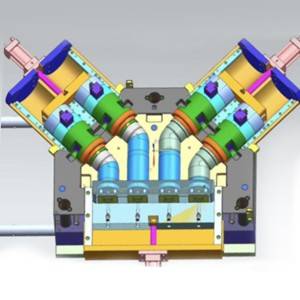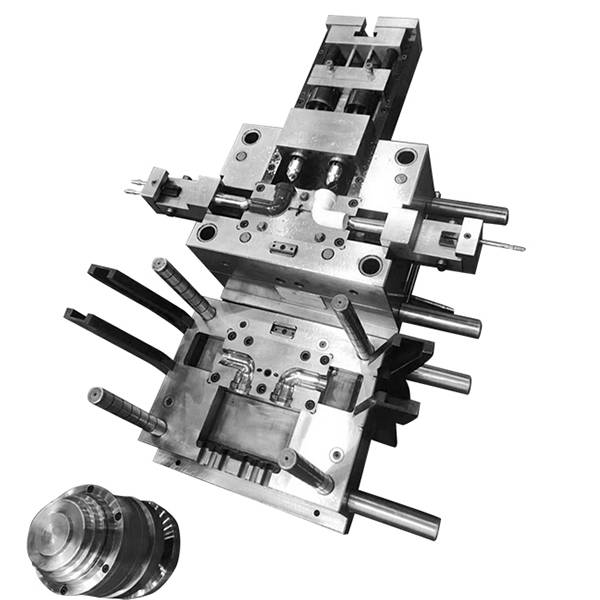


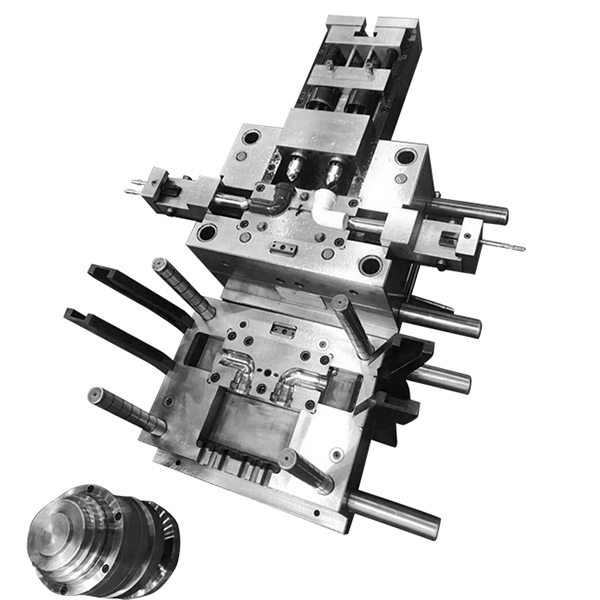
CPVC એલ્બો પાઇપ ફિટિંગ મોલ્ડ
પરિચય આપો
અમારા CPVC એલ્બો મોલ્ડનો ઉત્પાદન પરિચય નીચે મુજબ છે:
[મોલ્ડ મટિરિયલ] ગ્રાહકની જરૂરિયાતો અનુસાર 45# ક્વેન્ચ્ડ અને ટેમ્પર્ડ, 60# ક્વેન્ચ્ડ અને ટેમ્પર્ડ, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61, વગેરે.
[મોલ્ડ ડિઝાઇન સોફ્ટવેર] મોલ્ડફ્લો, યુજી, પ્રોઇ, ઓટોકેડ, સિમેટ્રોન ઇ, વગેરે.
[મોલ્ડ કૂલિંગ સિસ્ટમ] ઉત્પાદન કાર્યક્ષમતા સુધારવા અને તમારા ખર્ચ ઘટાડવા માટે ફરતા પાણીની ઑપ્ટિમાઇઝ ડિઝાઇન.
[મોલ્ડ મિડ-ટર્મ ટ્રીટમેન્ટ] કઠિનતા સુધારવા માટે ક્વેન્ચિંગ અને ટેમ્પરિંગ.
[મોલ્ડ પોસ્ટ-ટ્રીટમેન્ટ] (નાઈટ્રાઈડિંગ ટ્રીટમેન્ટનું તાપમાન ઓછું છે, વિકૃતિ નાની છે, અને કોઈ ક્વેન્ચિંગની જરૂર નથી, તેમાં ઉચ્ચ સપાટીની કઠિનતા (HV8500 કરતા વધારે) અને વસ્ત્રો પ્રતિકાર છે.
વિગતો
[મોલ્ડ લાઇફ] સામાન્ય ઉપયોગ 500,000 વખત કરતા ઓછો નથી.
[પરિવહન પદ્ધતિ] મોલ્ડ મોકલતા પહેલા, ક્લેમ્પિંગ પીસ ઇન્સ્ટોલ કરવું જોઈએ, સ્ટ્રેચ ફિલ્મથી લપેટીને લાકડાના બોક્સમાં પેક કરવું જોઈએ. પેકેજિંગ મજબૂત અને કાટ-પ્રૂફ છે, પરિવહન દરમિયાન મોલ્ડને નુકસાન ટાળે છે, અને અંતે ગ્રાહકને લોજિસ્ટિક્સ પરિવહન કરે છે.
[ઉદભવ સ્થાન] Huangyan, Taizhou, Zhejiang.
વારંવાર પૂછાતા પ્રશ્નો:
૧. પાઇપ ફિટિંગ મોલ્ડ જો સામાન્ય ઉત્પાદન દરમિયાન ઇજેક્ટર પિન વાંકો થઈ જાય અથવા તૂટી જાય તો મારે શું કરવું જોઈએ?
હવે અમે આ CPVC એલ્બો પાઇપ ફિટિંગ મોલ્ડને લક્ષ્ય બનાવી રહ્યા છીએ
વિગતવાર પરિચય આપો:
સ્વ-નિર્મિત ઇજેક્ટર સળિયા સારી ગુણવત્તાના હોય છે, પરંતુ પ્રોસેસિંગ ખર્ચ પ્રમાણમાં ઊંચો હોય છે. આજકાલ, મોલ્ડ સ્ટ્રક્ચર સામાન્ય રીતે પ્રમાણભૂત ભાગોનો ઉપયોગ કરે છે, અને ગુણવત્તા પરંપરાગત સ્તરે હોય છે. જો ઇજેક્ટર પિન અને ગાઇડ હોલ વચ્ચેનું અંતર ખૂબ મોટું હોય, તો સામગ્રી લિકેજ થશે; પરંતુ જો ગેપ ખૂબ નાનું હોય, તો ઇન્જેક્શન મોલ્ડિંગ દરમિયાન મોલ્ડનું તાપમાન વધશે, જેના કારણે ઇજેક્ટર પિન વિસ્તરશે અને અટકી જશે, કેટલીકવાર ઇજેક્ટર પિન ચોક્કસ અંતર સુધી બહાર કાઢ્યા પછી પણ તે ખસેડશે નહીં અને વિકૃત થશે નહીં, પરિણામે આગામી મોલ્ડ બંધ થશે, ઉચ્ચ ઇજેક્ટર સળિયાને ફરીથી સેટ કરી શકાતો નથી અને સીધો પોલાણમાં અથડાશે.
જો CPVC એલ્બો પાઇપ ફિટિંગ મોલ્ડ સામાન્ય રીતે ઉત્પન્ન થાય છે
જ્યારે આ સમસ્યા થાય છે, ત્યારે ઇજેક્ટર પિનને ફરીથી ગ્રાઉન્ડ કરવું જોઈએ. મોલ્ડ સ્ટ્રક્ચર ઇજેક્ટર પિનના આગળના છેડે 10-15 મીમી મેટિંગ સેક્શન જાળવી રાખે છે, અને વચ્ચેનો ભાગ 0.2 મીમી નાનો ગ્રાઉન્ડ હોય છે. બધા ઇજેક્ટર સળિયા ભેગા થયા પછી, તેમના ફિટ ક્લિયરન્સને કડક રીતે તપાસવું આવશ્યક છે, સામાન્ય રીતે 0.05-0.08 મીમીની અંદર, જેથી ખાતરી કરી શકાય કે સમગ્ર ઇજેક્ટર મિકેનિઝમ મુક્તપણે આગળ વધી શકે અને પીછેહઠ કરી શકે.
2. જો ઉત્પાદન પ્રક્રિયા દરમિયાન CPVC એલ્બો પાઇપ ફિટિંગ મોલ્ડમાં ઠંડક નબળી હોય અથવા પાણી લીકેજ થાય તો મારે શું કરવું જોઈએ?
CPVC એલ્બો પાઇપ ફિટિંગ મોલ્ડની ઠંડક અસર સીધી ઉત્પાદનની ગુણવત્તા અને ઉત્પાદન કાર્યક્ષમતાને અસર કરે છે. જેમ કે નબળી ઠંડક, ઉત્પાદનનું મોટું સંકોચન, અથવા અસમાન સંકોચન, જેના પરિણામે વિકૃત વિકૃતિ અને અન્ય ખામીઓ થાય છે; બીજી બાજુ, ફિટિંગ મોલ્ડ સંપૂર્ણ અથવા આંશિક રીતે વધુ ગરમ થાય છે, જેથી મોલ્ડ સામાન્ય રીતે બની શકતો નથી અને ઉત્પાદન બંધ થઈ જાય છે. ગંભીર કિસ્સાઓમાં, ઇજેક્ટર સળિયા જેવા ગતિશીલ ભાગો થર્મલી વિસ્તૃત થઈ શકે છે. મૃત અને ક્ષતિગ્રસ્ત.
કૂલિંગ સિસ્ટમની ડિઝાઇન અને પ્રોસેસિંગ ઉત્પાદનના આકાર પર આધાર રાખે છે. પાઇપ ફિટિંગ મોલ્ડની જટિલ રચના અથવા પ્રોસેસિંગમાં મુશ્કેલીને કારણે, ખાસ કરીને મોટા અને મધ્યમ કદના મોલ્ડ માટે, આ સિસ્ટમને અવગણશો નહીં. કૂલિંગ સમસ્યાને સંપૂર્ણપણે ધ્યાનમાં લેવી આવશ્યક છે.

પ્રદર્શન