

CPVC olnbogapípumót
Kynna
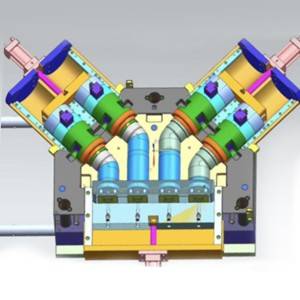
Vörukynning á CPVC olnbogamótinu okkar er sem hér segir:
[Mótaefni] 45# herðað og slökkt, 60# herðað og slökkt, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61, o.s.frv. í samræmi við þarfir viðskiptavina.
[Hugbúnaður fyrir mótahönnun] Moldflow, UG, PROE, AUTOCAD, Cimatron E, o.s.frv.
[Kælikerfi fyrir mót] Bjartsýni á hönnun vatnsrásar til að bæta framleiðsluhagkvæmni og lækka kostnað.
[Mótmeðferð á miðlungstíma] Slökkvun og herðing til að bæta hörku.
[Eftirvinnsla á mótum] (Hitastig nítrunarmeðferðarinnar er lágt, aflögunin er lítil og engin slökkvun er nauðsynleg, það hefur mikla yfirborðshörku (meiri en HV8500) og slitþol.
Nánari upplýsingar
[Myglulíf] Venjuleg notkun er ekki minna en 500.000 sinnum.
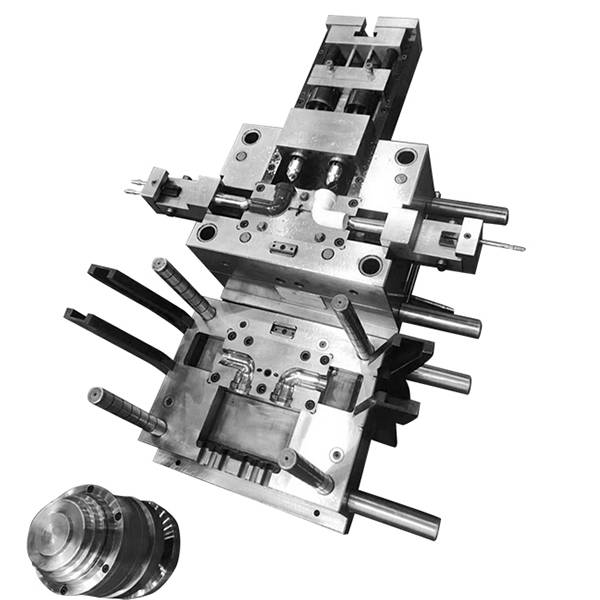
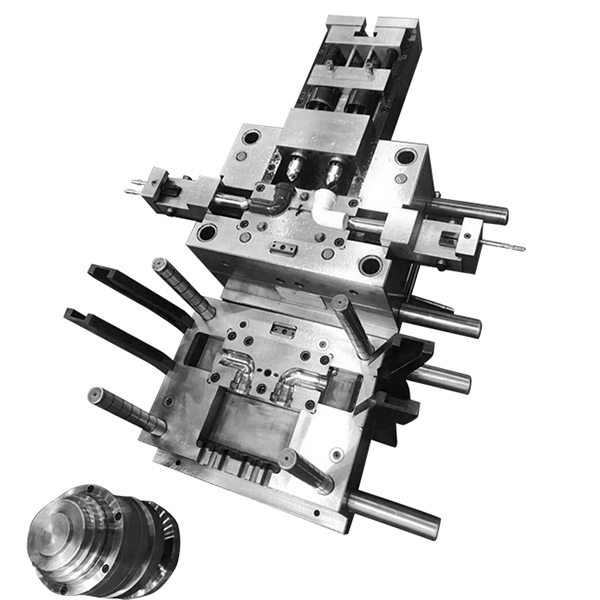
[FlutningsaðferðÁður en mótið er sent þarf að setja upp klemmustykkið, vefja það inn í teygjufilmu og pakka því síðan í trékassa. Umbúðirnar eru sterkar og ryðfríar, sem kemur í veg fyrir skemmdir á mótinu við flutning og að lokum flutning til viðskiptavinarins.
[Upprunastaður] Huangyan, Taizhou, Zhejiang.
Algengar spurningar:
1. Mót fyrir píputengi Hvað ætti ég að gera ef útkastspinninn er beygður eða brotinn við venjulega framleiðslu?
Nú erum við að miða á þessa CPVC olnbogapípumót
Gerðu ítarlega kynningu:
Heimagerðar útkaststangir eru af betri gæðum en vinnslukostnaðurinn er tiltölulega hár. Nú á dögum eru mót almennt notaðir staðlaðir hlutar og gæðin eru á hefðbundnu stigi. Ef bilið á milli útkaststappans og leiðarholsins er of stórt mun efnisleki eiga sér stað; en ef bilið er of lítið mun hitastig mótsins hækka við sprautumótun, sem veldur því að útkaststappinn þenst út og festist, stundum jafnvel eftir að útkaststappinn hefur verið kastað út um ákveðna vegalengd mun hann ekki hreyfast og afmyndast, sem leiðir til þess að næsta mót lokast og efri útkaststöngin getur ekki endurstillt og lendir beint í holrýminu.
Ef CPVC olnbogapípumót er myndað eðlilega
Þegar þetta vandamál kemur upp þarf að slípa útkaststöngina aftur. Mótbyggingin heldur 10-15 mm tengihluta framan á útkaststönginni og miðhlutinn er slípaður 0,2 mm minni. Eftir að allar útkaststangir hafa verið settar saman verður að athuga nákvæmlega hvort bilið sé rétt, almennt innan 0,05-0,08 mm, til að tryggja að allur útkastsbúnaðurinn geti færst frjálslega áfram og til baka.
2. Hvað ætti ég að gera ef CPVC olnbogapípumótið hefur lélega kælingu eða vatnsleka meðan á framleiðsluferlinu stendur?
Kælingaráhrif CPVC olnbogapípumótsins hafa bein áhrif á gæði vörunnar og framleiðsluhagkvæmni. Svo sem léleg kæling, mikil rýrnun vörunnar eða ójöfn rýrnun, sem leiðir til aflögunar og annarra galla; á hinn bóginn ofhitnar mótið að hluta eða í heild sinni, þannig að mótið getur ekki myndast eðlilega og framleiðslan stöðvast. Í alvarlegum tilfellum geta hreyfanlegir hlutar eins og útkastsstangir orðið fyrir hitabreytingum, dauðir og skemmdir.
Hönnun og vinnsla kælikerfisins fer eftir lögun vörunnar. Ekki skal sleppa þessu kerfi vegna flókinnar uppbyggingar pípumótsins eða erfiðleika við vinnslu, sérstaklega fyrir stór og meðalstór mót. Kælingarvandamálið verður að vera tekið til greina að fullu.

Sýningin