

CPVC alkūninio vamzdžio jungiamosios detalės
Pristatyti
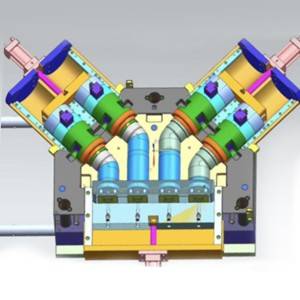
Mūsų CPVC alkūnės formos produkto pristatymas yra toks:
[Liejimo medžiaga] 45# grūdintas ir atleistas, 60# grūdintas ir atleistas, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 ir kt. pagal kliento poreikius.
[Liejimo formų projektavimo programinė įranga] „Moldflow“, UG, PROE, AUTOCAD, „Cimatron E“ ir kt.
[Pelėsių aušinimo sistema] Optimizuotas cirkuliuojančio vandens projektas, siekiant pagerinti gamybos efektyvumą ir sumažinti jūsų išlaidas.
[Pelėsio vidutinės trukmės apdorojimas] Grūdinimas ir atleidimas, siekiant pagerinti kietumą.
[Pelėsio papildomas apdorojimas] (Nitrido apdorojimo temperatūra yra žema, deformacija yra maža, nereikia gesinimo, paviršiaus kietumas yra didelis (didesnis nei HV8500) ir atsparumas dilimui.
Išsami informacija
[Pelėsių gyvenimas] Įprastas naudojimas yra ne mažiau kaip 500 000 kartų.
[Transportavimo būdas] Prieš išsiunčiant formą, reikia sumontuoti spaustuką, apvynioti jį tempiamąja plėvele ir supakuoti į medinę dėžę. Pakuotė yra tvirta ir nerūdijanti, todėl forma nepažeidžiama transportavimo metu ir galiausiai logistikos transportavimo klientui metu.
[Kilmės vieta] Huangyan, Taizhou, Zhejiang.
DUK:
1. Vamzdžių jungiamųjų detalių forma Ką daryti, jei išmetimo kaištis įprastos gamybos metu sulenktas arba sulūžęs?
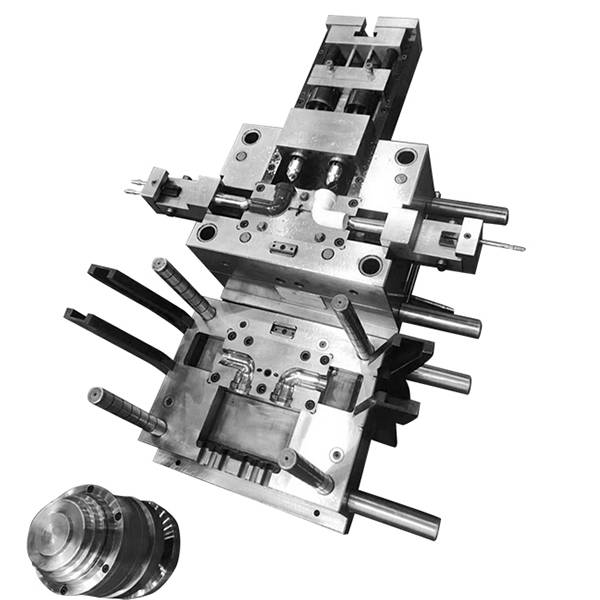
Dabar mes orientuojamės į šią CPVC alkūninių vamzdžių jungiamąją formą
Pateikite išsamią įžangą:
Savarankiškai pagaminti išmetimo strypai yra geresnės kokybės, tačiau apdorojimo sąnaudos yra gana didelės. Šiais laikais liejimo formose paprastai naudojamos standartinės dalys, o kokybė yra įprasto lygio. Jei tarpas tarp išmetimo kaiščio ir kreipiamosios angos yra per didelis, medžiaga nutekės; bet jei tarpas per mažas, liejimo metu padidės formos temperatūra, dėl ko išmetimo kaištis išsiplės ir užstrigs, kartais net ir po to, kai išmetimo kaištis bus išstumtas tam tikrą atstumą, jis nejudės ir nedeformuosis, todėl kitą kartą užsidarius formai, aukštesnis išmetimo strypas negalės atsistatyti ir tiesiogiai atsitrenks į ertmę.
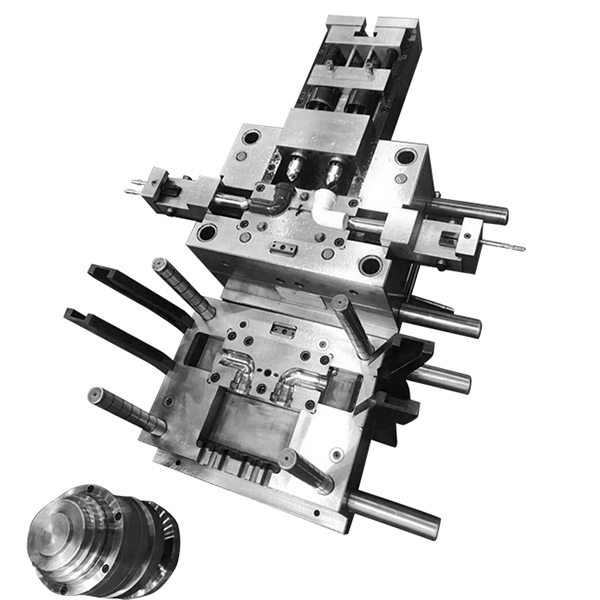
Jei CPVC alkūninio vamzdžio jungiamoji detalė generuojama normaliai
Iškilus šiai problemai, išmetimo kaištį reikia iš naujo šlifuoti. Liejimo konstrukcijoje išmetimo kaiščio priekiniame gale yra 10–15 mm ilgio jungiamoji dalis, o vidurinė dalis šlifuojama 0,2 mm plonesne. Surinkus visus išmetimo strypus, reikia griežtai patikrinti jų tinkamumo laisvumą, paprastai 0,05–0,08 mm ribose, kad būtų užtikrintas visas išmetimo mechanizmas, galintis laisvai judėti į priekį ir atgal.
2. Ką daryti, jei CPVC alkūninio vamzdžio jungiamosios detalės gamybos proceso metu prastai aušina arba nuteka vanduo?
CPVC alkūninio vamzdžio jungiamosios detalės formos aušinimo poveikis tiesiogiai veikia gaminio kokybę ir gamybos efektyvumą. Dėl prasto aušinimo gaminys gali smarkiai arba netolygiai susitraukti, dėl ko atsiranda deformacija ir kiti defektai; kita vertus, jungiamoji detalė visiškai arba iš dalies perkaitinama, todėl forma negali būti normaliai suformuota ir gamyba sustabdoma. Sunkiais atvejais judančios dalys, pvz., išmetimo strypai, gali būti termiškai išsiplėtusios. Jos gali būti pažeistos ir sugesti.
Aušinimo sistemos konstrukcija ir apdorojimas priklauso nuo gaminio formos. Nepraleiskite šios sistemos dėl sudėtingos vamzdžių jungiamųjų detalių formos struktūros ar apdorojimo sunkumų, ypač didelių ir vidutinio dydžio formų atveju. Reikia visapusiškai atsižvelgti į aušinimo problemą.

Paroda