

CPVC ଏଲବୋ ପାଇପ୍ ଫିଟିଂ ମୋଲ୍ଡ
ପରିଚୟ ଦିଅନ୍ତୁ
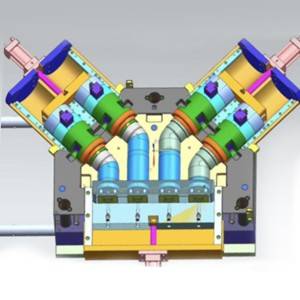
ଆମର CPVC ଏଲବୋ ଛାଞ୍ଚର ଉତ୍ପାଦ ପରିଚୟ ନିମ୍ନଲିଖିତ ଭାବରେ ଅଟେ:
[ମୋଲ୍ଡ ସାମଗ୍ରୀ] ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁସାରେ 45# କ୍ୱଞ୍ଚଡ୍ ଏବଂ ଟେମ୍ପର୍ଡ, 60# କ୍ୱଞ୍ଚଡ୍ ଏବଂ ଟେମ୍ପର୍ଡ, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61, ଇତ୍ୟାଦି।
[ମୋଲ୍ଡ ଡିଜାଇନ୍ ସଫ୍ଟୱେର୍] ମୋଲ୍ଡଫ୍ଲୋ, ୟୁଜି, ପ୍ରୋଇ, ଅଟୋକାଡ୍, ସିମାଟ୍ରୋନ୍ ଇ, ଇତ୍ୟାଦି।
[ମୋଲ୍ଡ କୁଲିଂ ସିଷ୍ଟମ୍] ଉତ୍ପାଦନ ଦକ୍ଷତା ଉନ୍ନତ କରିବା ଏବଂ ଆପଣଙ୍କ ଖର୍ଚ୍ଚ ହ୍ରାସ କରିବା ପାଇଁ ପରିଚଳିତ ପାଣିର ଅପ୍ଟିମାଇଜ୍ ଡିଜାଇନ୍।
[ମଧ୍ୟବର୍ତ୍ତୀକାଳୀନ ଚିକିତ୍ସା ଛାଞ୍ଚ] କଠିନତାକୁ ଉନ୍ନତ କରିବା ପାଇଁ ଶାନ୍ତ କରିବା ଏବଂ ଟେମ୍ପରିଂ।
[ଉପଚାର ପରେ ଛାଞ୍ଚ] (ନାଇଟ୍ରାଇଡିଂ ଚିକିତ୍ସା ତାପମାତ୍ରା କମ୍, ବିକୃତି ଛୋଟ, ଏବଂ କୌଣସି ନିବାରଣ ଆବଶ୍ୟକ ନାହିଁ, ଏହାର ପୃଷ୍ଠ କଠିନତା (HV8500 ଠାରୁ ଅଧିକ) ଏବଂ ପରିଧାନ ପ୍ରତିରୋଧକତା ଅଧିକ।)
ବିବରଣୀ
[ଛାଞ୍ଚ ଜୀବନ] ସାଧାରଣ ବ୍ୟବହାର 500,000 ଥରରୁ କମ୍ ନୁହେଁ।
[ପରିବହନ ପଦ୍ଧତି] ଛାଞ୍ଚ ପଠାଇବା ପୂର୍ବରୁ, କ୍ଲାମ୍ପିଂ ଖଣ୍ଡକୁ ସ୍ଥାପନ କରିବାକୁ ପଡିବ, ଷ୍ଟ୍ରେଚ୍ ଫିଲ୍ମ ସହିତ ଗୁଡ଼ାଯିବାକୁ ପଡିବ, ଏବଂ ତାପରେ ଏକ କାଠ ବାକ୍ସରେ ପ୍ୟାକ୍ କରିବାକୁ ପଡିବ। ପ୍ୟାକେଜିଂ ଦୃଢ଼ ଏବଂ କଳଙ୍କ-ପ୍ରତିରୋଧୀ, ପରିବହନ ସମୟରେ ଛାଞ୍ଚର କ୍ଷତିକୁ ଏଡାଇ ଦିଏ, ଏବଂ ଶେଷରେ ଗ୍ରାହକଙ୍କ ନିକଟକୁ ଲଜିଷ୍ଟିକ୍ ପରିବହନ।
[ଉତ୍ପତ୍ତି ସ୍ଥାନ] ହୁଆଙ୍ଗିଆନ୍, ତାଇଜୋ, ଜେଜିଆଙ୍ଗ୍ |
ପ୍ରଶ୍ନ:
୧. ପାଇପ୍ ଫିଟିଂ ଛାଞ୍ଚ ଯଦି ସାଧାରଣ ଉତ୍ପାଦନ ସମୟରେ ଇଜେକ୍ଟର ପିନ୍ ବଙ୍କା କିମ୍ବା ଭାଙ୍ଗିଯାଏ ତେବେ ମୁଁ କଣ କରିବା ଉଚିତ?
ଏବେ ଆମେ ଏହି CPVC ଏଲବୋ ପାଇପ୍ ଫିଟିଂ ଛାଞ୍ଚକୁ ଟାର୍ଗେଟ କରୁଛୁ
ଏକ ବିସ୍ତୃତ ପରିଚୟ ଦିଅନ୍ତୁ:
ସ୍ୱୟଂ ନିର୍ମିତ ଇଜେକ୍ଟର ରଡ୍ଗୁଡ଼ିକ ଉନ୍ନତ ଗୁଣବତ୍ତାର, କିନ୍ତୁ ପ୍ରକ୍ରିୟାକରଣ ଖର୍ଚ୍ଚ ତୁଳନାତ୍ମକ ଭାବରେ ଅଧିକ। ଆଜିକାଲି, ଛାଞ୍ଚ ଗଠନ ସାଧାରଣତଃ ମାନକ ଅଂଶ ବ୍ୟବହାର କରେ, ଏବଂ ଗୁଣବତ୍ତା ପାରମ୍ପରିକ ସ୍ତରରେ ଅଛି। ଯଦି ଇଜେକ୍ଟର ପିନ୍ ଏବଂ ଗାଇଡ୍ ହୋଲ୍ ମଧ୍ୟରେ ବ୍ୟବଧାନ ଅତ୍ୟଧିକ ହୋଇଥାଏ, ତେବେ ସାମଗ୍ରୀ ଲିକେଜ୍ ହେବ; କିନ୍ତୁ ଯଦି ବ୍ୟବଧାନ ଅତ୍ୟଧିକ ଛୋଟ ହୋଇଥାଏ, ତେବେ ଇଜେକ୍ସନ୍ ମୋଲ୍ଡିଂ ସମୟରେ ଛାଞ୍ଚର ତାପମାତ୍ରା ବୃଦ୍ଧି ପାଇବ, ଯାହା ଫଳରେ ଇଜେକ୍ଟର ପିନ୍ ବିସ୍ତାରିତ ହେବ ଏବଂ ଫସିଯିବ, କେତେକ ସମୟରେ ଇଜେକ୍ଟର ପିନ୍ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ଦୂରତା ପାଇଁ ବାହାର କରିବା ପରେ ମଧ୍ୟ ଏହା ଗତି କରିବ ନାହିଁ ଏବଂ ବିକୃତ ହେବ ନାହିଁ, ଫଳସ୍ୱରୂପ ପରବର୍ତ୍ତୀ ଛାଞ୍ଚ ବନ୍ଦ ହୋଇଯିବ, ଉଚ୍ଚ ଇଜେକ୍ଟର ରଡ୍ ପୁନଃସେଟ୍ ହୋଇପାରିବ ନାହିଁ ଏବଂ ସିଧାସଳଖ ଗହ୍ବରରେ ଆଘାତ କରିବ।
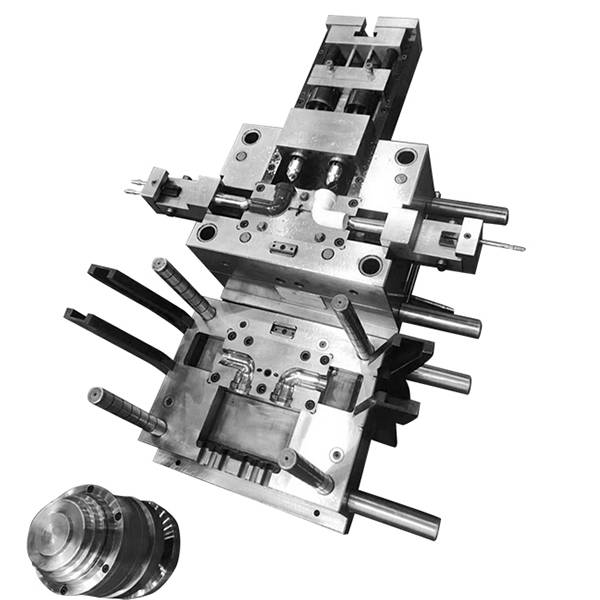
ଯଦି CPVC ଏଲବୋ ପାଇପ୍ ଫିଟିଂ ଛାଞ୍ଚ ସାଧାରଣ ଭାବରେ ସୃଷ୍ଟି ହୁଏ
ଯେତେବେଳେ ଏହି ସମସ୍ୟା ଦେଖାଦିଏ, ଇଜେକ୍ଟର ପିନ୍କୁ ପୁନଃ ଗ୍ରାଉଣ୍ଡ କରିବା ଉଚିତ। ଛାଞ୍ଚ ଗଠନ ଇଜେକ୍ଟର ପିନ୍ର ଆଗ ଭାଗରେ 10-15 ମିମି ମେଟିଂ ସେକ୍ସନ ବଜାୟ ରଖେ, ଏବଂ ମଧ୍ୟଭାଗ 0.2 ମିମି ଛୋଟ ଗ୍ରାଉଣ୍ଡ ହୁଏ। ସମସ୍ତ ଇଜେକ୍ଟର ରଡ୍ଗୁଡ଼ିକୁ ଏକତ୍ରିତ କରିବା ପରେ, ସେମାନଙ୍କର ଫିଟ୍ କ୍ଲିୟରାନ୍ସ କଡ଼ାକଡ଼ି ଭାବରେ ଯାଞ୍ଚ କରାଯିବା ଆବଶ୍ୟକ, ସାଧାରଣତଃ 0.05-0.08 ମିମି ମଧ୍ୟରେ, ଯାହା ଦ୍ୱାରା ସମ୍ପୂର୍ଣ୍ଣ ଇଜେକ୍ଟର ମେକାନିଜିମ୍ ଆଗକୁ ବଢ଼ିପାରିବ ଏବଂ ମୁକ୍ତ ଭାବରେ ପଛକୁ ହଟିପାରିବ।
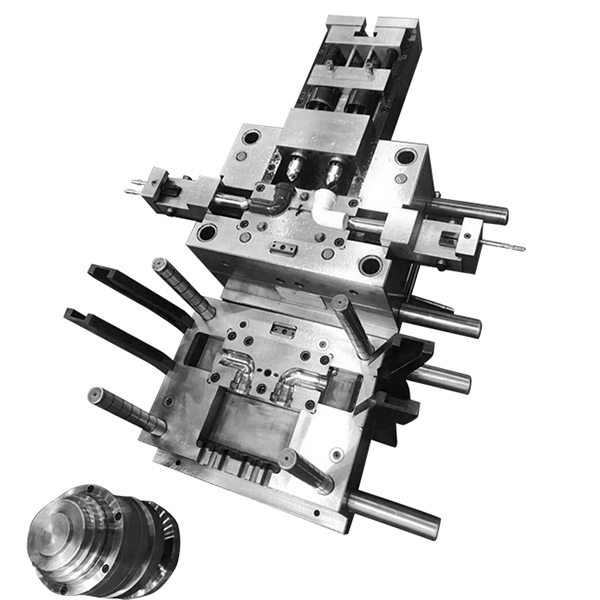
୨. ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା ସମୟରେ ଯଦି CPVC ଏଲବୋ ପାଇପ୍ ଫିଟିଂ ମୋଲ୍ଡର ଶୀତଳତା ଖରାପ ଥାଏ କିମ୍ବା ପାଣି ଲିକେଜ୍ ଥାଏ, ତେବେ ମୁଁ କ'ଣ କରିବା ଉଚିତ?
CPVC ଏଲବୋ ପାଇପ୍ ଫିଟିଂ ମୋଲ୍ଡର ଶୀତଳୀକରଣ ପ୍ରଭାବ ସିଧାସଳଖ ଉତ୍ପାଦର ଗୁଣବତ୍ତା ଏବଂ ଉତ୍ପାଦନ ଦକ୍ଷତାକୁ ପ୍ରଭାବିତ କରେ। ଯେପରିକି ଖରାପ ଶୀତଳୀକରଣ, ଉତ୍ପାଦର ବଡ଼ ସଂକୋଚନ, କିମ୍ବା ଅସମାନ ସଂକୋଚନ, ଯାହା ଫଳରେ ୱାର୍ପିଂ ବିକୃତି ଏବଂ ଅନ୍ୟାନ୍ୟ ତ୍ରୁଟି ଦେଖାଯାଏ; ଅନ୍ୟପକ୍ଷରେ, ଫିଟିଂ ମୋଲ୍ଡ ସମ୍ପୂର୍ଣ୍ଣ କିମ୍ବା ଆଂଶିକ ଭାବରେ ଅଧିକ ଗରମ ହୋଇଯାଏ, ଯାହା ଫଳରେ ଛାଞ୍ଚଟି ସାଧାରଣ ଭାବରେ ଗଠନ ହୋଇନପାରେ ଏବଂ ଉତ୍ପାଦନ ବନ୍ଦ ହୋଇଯାଏ। ଗୁରୁତର କ୍ଷେତ୍ରରେ, ଇଜେକ୍ଟର ରଡ୍ ଭଳି ଗତିଶୀଳ ଅଂଶଗୁଡ଼ିକ ତାପଜ ଭାବରେ ବିସ୍ତାରିତ ହୋଇପାରେ। ମୃତ ଏବଂ କ୍ଷତିଗ୍ରସ୍ତ ହୋଇପାରେ।
କୁଲିଂ ସିଷ୍ଟମର ଡିଜାଇନ୍ ଏବଂ ପ୍ରକ୍ରିୟାକରଣ ଉତ୍ପାଦର ଆକୃତି ଉପରେ ନିର୍ଭର କରେ। ପାଇପ୍ ଫିଟିଂ ଛାଞ୍ଚର ଜଟିଳ ଗଠନ କିମ୍ବା ପ୍ରକ୍ରିୟାକରଣରେ ଅସୁବିଧା ହେତୁ ଏହି ସିଷ୍ଟମକୁ ବାଦ ଦିଅନ୍ତୁ ନାହିଁ, ବିଶେଷକରି ବଡ଼ ଏବଂ ମଧ୍ୟମ ଆକାରର ଛାଞ୍ଚ ପାଇଁ। କୁଲିଂ ସମସ୍ୟାକୁ ସମ୍ପୂର୍ଣ୍ଣ ଭାବରେ ବିଚାର କରାଯିବା ଆବଶ୍ୟକ।

ପ୍ରଦର୍ଶନୀ