

Molde para conexão de tubo de cotovelo CPVC
Introduzir
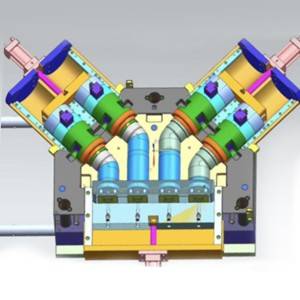
A seguir, apresentamos a descrição do nosso molde de cotovelo em CPVC:
[Material do molde] 45# temperado e revenido, 60# temperado e revenido, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61, etc., de acordo com as necessidades do cliente.
[Software de projeto de moldes] Moldflow, UG, PROE, AUTOCAD, Cimatron E, etc.
[Sistema de resfriamento do molde] Projeto otimizado de circulação de água para melhorar a eficiência da produção e reduzir seus custos.
[Tratamento intermediário do molde] têmpera e revenido para melhorar a dureza.
[Pós-tratamento do molde] (A temperatura do tratamento de nitretação é baixa, a deformação é pequena e não é necessário resfriamento rápido, possui alta dureza superficial (maior que HV8500) e resistência ao desgaste.
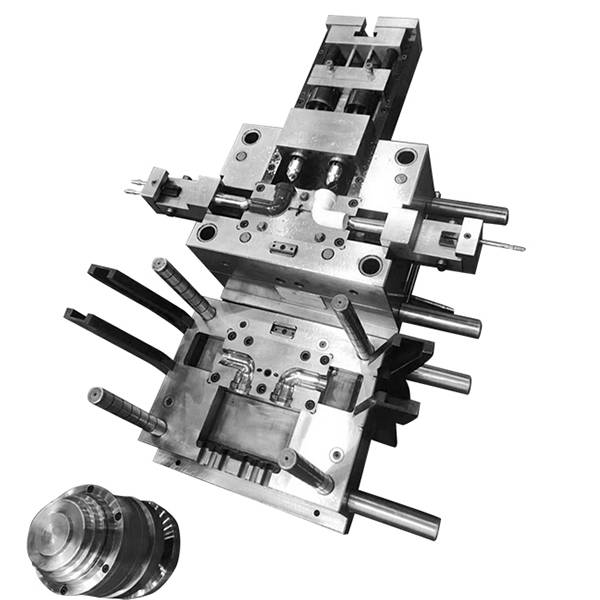
Detalhes
[Moldar a vidaO uso normal não é inferior a 500.000 vezes.
[Método de transporteAntes do envio do molde, a peça de fixação deve ser instalada, envolvida com filme stretch e, em seguida, acondicionada em uma caixa de madeira. A embalagem é resistente e à prova de ferrugem, evitando danos ao molde durante o transporte e, finalmente, ao transporte logístico até o cliente.
[Local de origem] Huangyan, Taizhou, Zhejiang.
PERGUNTAS FREQUENTES:
1. Molde para conexão de tubos O que devo fazer se o pino extrator entortar ou quebrar durante a produção normal?
Agora estamos focando neste molde para conexão de tubo de cotovelo de CPVC.
Faça uma introdução detalhada:
As hastes extratoras fabricadas internamente são de melhor qualidade, mas o custo de processamento é relativamente alto. Atualmente, a estrutura do molde geralmente utiliza peças padrão, e a qualidade está no nível convencional. Se a folga entre o pino extrator e o furo guia for muito grande, ocorrerá vazamento de material; mas se a folga for muito pequena, a temperatura do molde aumentará durante a moldagem por injeção, o que fará com que o pino extrator se expanda e fique preso, às vezes mesmo depois de o pino extrator ser ejetado por uma certa distância, ele não se move e se deforma, resultando no fechamento seguinte do molde, a haste extratora superior não poderá ser reposicionada e atingirá diretamente a cavidade.
Se o molde para conexão de tubo de cotovelo de CPVC for gerado normalmente
Quando esse problema ocorrer, o pino extrator deve ser retificado. A estrutura do molde mantém uma seção de acoplamento de 10 a 15 mm na extremidade frontal do pino extrator, e a parte central é retificada 0,2 mm menor. Após a montagem de todas as hastes extratoras, a folga de encaixe deve ser rigorosamente verificada, geralmente entre 0,05 e 0,08 mm, para garantir que todo o mecanismo extrator possa avançar e recuar livremente.
2. O que devo fazer se o molde para conexão de tubo de cotovelo de CPVC apresentar resfriamento inadequado ou vazamento de água durante o processo de produção?
O efeito de resfriamento do molde para conexões de tubos de CPVC em cotovelo afeta diretamente a qualidade do produto e a eficiência da produção. Resfriamento inadequado pode causar grande contração ou contração irregular do produto, resultando em deformações e outros defeitos; por outro lado, o superaquecimento total ou parcial do molde impede a formação normal da peça e interrompe a produção. Em casos graves, as partes móveis, como as hastes extratoras, podem sofrer expansão térmica, tornando-se inoperantes e danificadas.
O projeto e o processamento do sistema de refrigeração dependem do formato do produto. Não omita esse sistema devido à complexidade da estrutura do molde da conexão do tubo ou à dificuldade de processamento, especialmente para moldes de grande e médio porte. O problema da refrigeração deve ser totalmente considerado.

A Exposição