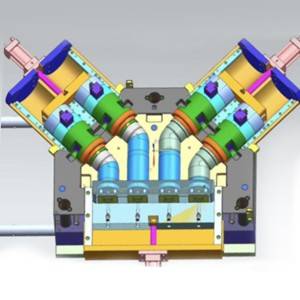


Форма для изготовления угловых фитингов из ХПВХ.
Представлять
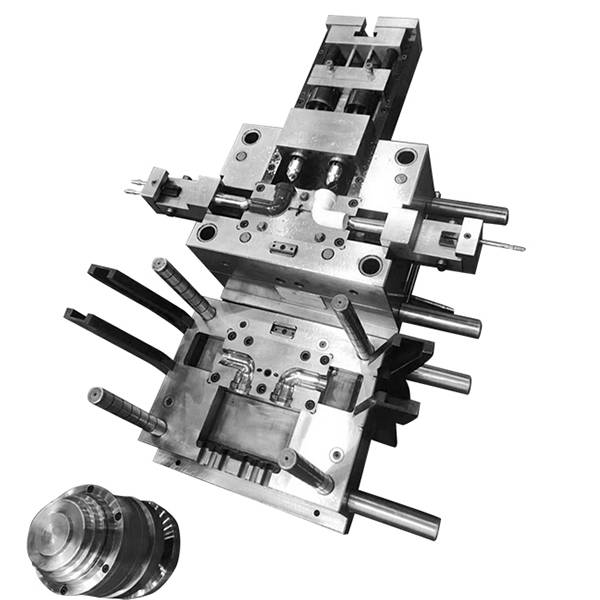
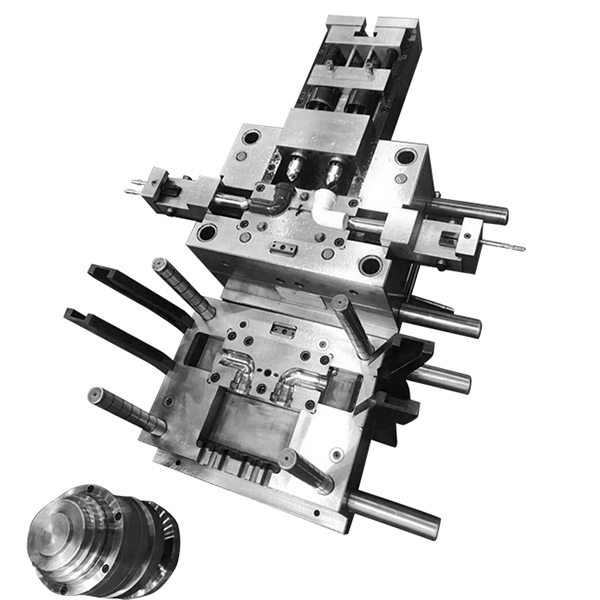
Описание нашей литейной формы для колен из ХПВХ следующее:
[Материал пресс-формы] 45# закаленный и отпущенный, 60# закаленный и отпущенный, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 и др. в соответствии с потребностями заказчика.
[Программное обеспечение для проектирования пресс-форм] Moldflow, UG, PROE, AUTOCAD, Cimatron E и др.
[Система охлаждения пресс-формы] Оптимизированная конструкция системы циркуляции воды для повышения эффективности производства и снижения затрат.
[Промежуточная обработка при плесени] Закалка и отпуск для повышения твердости.
[Послеформовочная обработка] (Температура азотирования низкая, деформация невелика, закалка не требуется, поверхность обладает высокой твердостью (более HV8500) и износостойкостью.)
Подробности
[Жизнь плесениНормальный срок службы составляет не менее 500 000 раз.
[Способ транспортировкиПеред отправкой пресс-формы необходимо установить зажимной элемент, обернуть его стрейч-пленкой, а затем упаковать в деревянный ящик. Упаковка прочная и устойчивая к коррозии, что предотвращает повреждение пресс-формы во время транспортировки и последующей доставки заказчику.
[Место происхождения] Хуанъянь, Тайчжоу, Чжэцзян.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ:
1. Пресс-форма для трубной арматуры. Что делать, если выталкивающий штифт погнут или сломан во время обычного производственного процесса?
Теперь мы нацелены на изготовление этой формы для фитингов из ПВХ-труб.
Представьтесь подробно:
Самодельные выталкивающие штоки имеют лучшее качество, но стоимость их обработки относительно высока. В настоящее время в конструкции пресс-форм обычно используются стандартные детали, и их качество находится на обычном уровне. Если зазор между выталкивающим штифтом и направляющим отверстием слишком велик, произойдет утечка материала; но если зазор слишком мал, температура пресс-формы повысится во время литья под давлением, что приведет к расширению и застреванию выталкивающего штифта, иногда даже после того, как он будет вытолкнут на определенное расстояние, он не будет двигаться и деформируется, в результате чего при следующем закрытии пресс-формы верхний выталкивающий шток не сможет вернуться в исходное положение и ударится непосредственно о полость.
Если форма для изготовления углового фитинга из ПВХ создается в обычном режиме
При возникновении этой проблемы следует повторно отшлифовать выталкивающий штифт. Конструкция пресс-формы сохраняет соединительный участок длиной 10-15 мм на переднем конце выталкивающего штифта, а средняя часть шлифуется на 0,2 мм меньше. После сборки всех выталкивающих штоков необходимо тщательно проверить зазор между ними, обычно в пределах 0,05-0,08 мм, чтобы обеспечить свободное перемещение всего выталкивающего механизма.
2. Что делать, если в процессе производства пресс-формы для фитингов из ПВХ-коленчатых труб плохо охлаждается или происходит утечка воды?
Охлаждающий эффект пресс-формы для фитингов из ПВХ напрямую влияет на качество продукции и эффективность производства. Например, недостаточное охлаждение приводит к большой или неравномерной усадке изделия, вызывая деформацию и другие дефекты; с другой стороны, пресс-форма перегревается полностью или частично, что препятствует нормальному формованию и останавливает производство. В тяжелых случаях подвижные части, такие как выталкивающие стержни, могут подвергнуться термическому расширению, выйти из строя и повредиться.
Проектирование и изготовление системы охлаждения зависят от формы изделия. Не следует отказываться от этой системы из-за сложной конструкции пресс-формы для трубной арматуры или сложности обработки, особенно для крупных и средних пресс-форм. Необходимо всесторонне учитывать проблему охлаждения.

Выставка