

CPVC терсәк торба фитингы калыбы
таныштыру
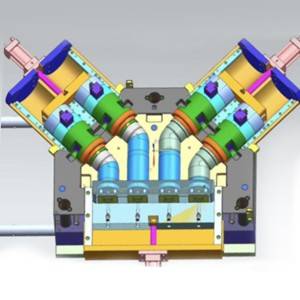
Безнең CPVC терсәк формасының продукт белән таныштыруы түбәндәгечә:
[Калып материалы] Клиент ихтыяҗларына карап, 45# сүндерелгән һәм чыныктырылган, 60# сүндерелгән һәм чыныктырылган, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 һ.б.
[Калып дизайны программасы] Moldflow, UG, PROE, AUTOCAD, Cimatron E һ.б.
[Калып суыту системасы] Җитештерү нәтиҗәлелеген арттыру һәм чыгымнарны киметү өчен әйләнештәге суның оптимальләштерелгән дизайны.
[Күгәрекне урта вакытлы эшкәртү] катылыкны яхшырту өчен сүндерү һәм чыныктыру.
[Эшкәртүдән соң калып] (Нитридлау белән эшкәртү температурасы түбән, деформация кечкенә, һәм сүндерү кирәк түгел, ул югары өслек катылыгына (HV8500 дән югарырак) һәм тузуга чыдам.
Детальләр
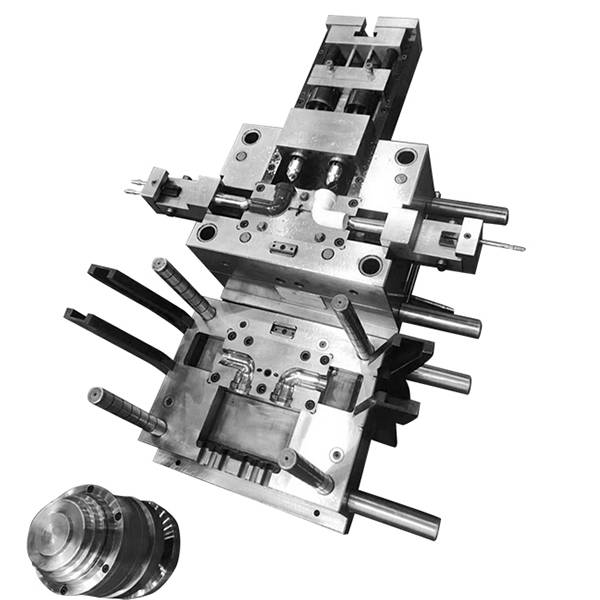
[Гәүдә тормышы] Гадәти куллану 500 000 тапкырдан ким түгел.
[Транспорт ысулы] Калып җибәрелгәнче, кыскыч кисәген урнаштырырга, сузгыч пленка белән төрергә һәм аннары агач тартмага төрергә кирәк. Упаковка нык һәм дат басмый, ташу вакытында калыпка зыян килмәсен өчен, һәм ниһаять, клиентка логистик ташуны тәэмин итә.
[Чыгыш урыны] Хуангян, Тайчжоу, Чжэцзян.
Еш бирелә торган сораулар:
1. Торба фитингы өчен калып Гадәти җитештерү вакытында эжектор штифт бөгелгән яки сынган булса, нәрсә эшләргә кирәк?
Хәзер без бу CPVC терсәк торбасы фитингы формасына юнәлтелгәнбез
Җентекле таныштыру ясагыз:
Үз куллары белән ясалган эжектор таякчыклары сыйфатлырак, ләкин эшкәртү бәясе чагыштырмача югары. Хәзерге вакытта калып структурасында, гадәттә, стандарт детальләр кулланыла, һәм сыйфат гадәти дәрәҗәдә. Әгәр эжектор штифт һәм юнәлеш бирүче тишек арасындагы ара бик зур булса, материал агып чыгачак; ләкин ара бик кечкенә булса, инъекция формалаштыру вакытында калып температурасы артачак, бу эжектор штифтының киңәюенә һәм ябышуына китерәчәк, кайвакыт эжектор штифт билгеле бер арага чыгарылганнан соң да. Ул хәрәкәтләнмәячәк һәм деформацияләнмәячәк, нәтиҗәдә, киләсе калып ябылачак, югарырак эжектор таякчыгы яңадан урнаштырыла алмый һәм турыдан-туры куышлыкка бәреләчәк.
Әгәр CPVC терсәк торба фитингы калыбы гадәти рәвештә җитештерелсә
Бу проблема килеп чыкканда, эжектор штифтын яңадан җирләргә кирәк. Калып конструкциясе эжектор штифтының алгы очында 10-15 мм кушылу өлешен саклый, ә урта өлеше 0,2 мм кечерәк җирләнгән. Барлык эжектор штангалары җыелганнан соң, аларның туры килү аралыгы катгый тикшерелергә тиеш, гадәттә 0,05-0,08 мм эчендә, эжектор механизмының тулысынча иркен алга һәм артка чигенүен тәэмин итү өчен.
2. Әгәр CPVC терсәк торба фитингы калыбында җитештерү процессында начар суыту яки су агып тору булса, мин нәрсә эшләргә тиеш?
CPVC терсәк торба фитингы калыбының суыту эффекты продукт сыйфатына һәм җитештерү нәтиҗәлелегенә турыдан-туры тәэсир итә. Мәсәлән, начар суыту, продуктның зур кысылуы яки тигез булмаган кысылуы, бу деформациягә һәм башка кимчелекләргә китерә; икенче яктан, фитинг калыбының тулысынча яки өлешчә артык кызуы күзәтелә, шуңа күрә калып нормаль формалаша алмый һәм җитештерү туктатыла. Авыр очракларда, эжектор таяклары кебек хәрәкәтләнүче өлешләр термик яктан киңәергә, үле һәм зыян күрергә мөмкин.
Суыту системасын проектлау һәм эшкәртү продуктның формасына бәйле. Торба урнаштыру формасының катлаулы структурасы яки эшкәртү кыенлыгы аркасында, бигрәк тә зур һәм уртача зурлыктагы формалар өчен, бу системаны калдырмагыз. Суыту проблемасын тулысынча исәпкә алырга кирәк.

Күргәзмә