

Прес-форма для фітингів труб CPVC
Представити
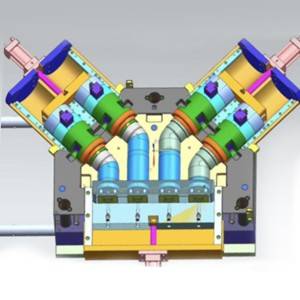
Вступ до продукції нашої форми для ліктів ХПВХ виглядає наступним чином:
[Матеріал форми] 45# загартовано-відпущено, 60# загартовано-відпущено, P20, P20H, 718, 718H, 2738, 7138, NAK80, S136, SKD61 тощо відповідно до потреб замовника.
[Програмне забезпечення для проектування прес-форм] Moldflow, UG, PROE, AUTOCAD, Cimatron E тощо.
[Система охолодження форми] Оптимізована конструкція циркуляційної води для підвищення ефективності виробництва та зниження ваших витрат.
[Проміжна обробка форми] гартування та відпуск для підвищення твердості.
[Післяобробка форми] (Температура азотування низька, деформація невелика, гартування не потрібне, має високу твердість поверхні (більше ніж HV8500) та зносостійкість.
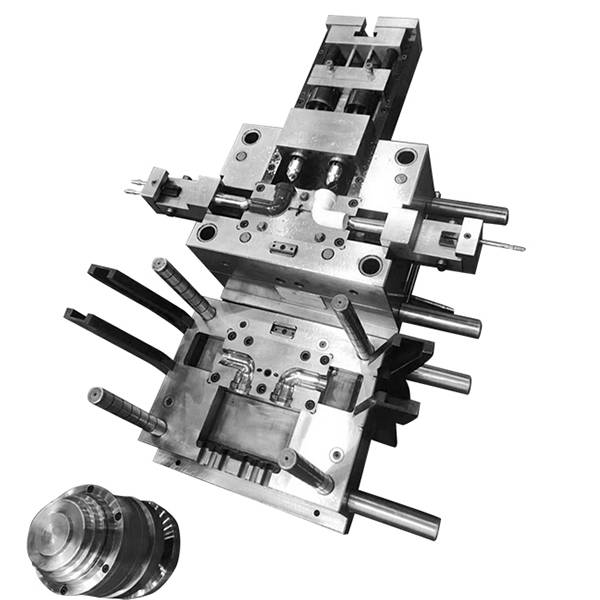
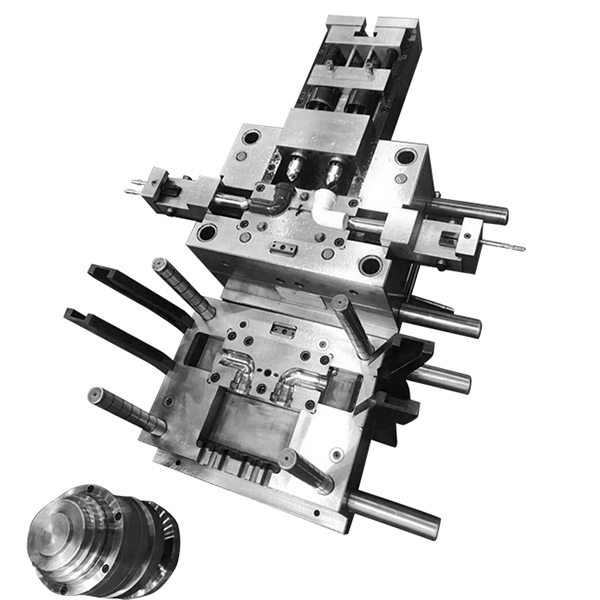
Деталі
[Життя цвілі] Нормальне використання – не менше 500 000 разів.
[Спосіб транспортуванняПеред відправкою форми необхідно встановити затискний елемент, обгорнути його стрейч-плівкою та упакувати в дерев'яний ящик. Упаковка міцна та стійка до іржі, що запобігає пошкодженню форми під час транспортування та, нарешті, забезпечує логістичне транспортування до клієнта.
[Місце походження] Хуан'ян, Тайчжоу, Чжецзян.
Найчастіші запитання:
1. Прес-форма для трубопровідного фітинга Що робити, якщо ежекторний штифт зігнутий або зламаний під час звичайного виробництва?
Тепер ми орієнтуємося на цю форму для фітингів колінчастих труб ХПВХ
Зробіть детальний вступ:
Саморобні ежекторні стрижні мають кращу якість, але вартість обробки відносно висока. У наш час у конструкції прес-форм зазвичай використовуються стандартні деталі, а якість знаходиться на звичайному рівні. Якщо зазор між ежекторним штифтом і напрямним отвором занадто великий, відбудеться витік матеріалу; але якщо зазор занадто малий, температура форми під час лиття під тиском підвищиться, що призведе до розширення та заклинювання ежекторного штифта, який іноді навіть після певного виштовхування ежекторного штифта не рухатиметься та деформуватиметься, що призведе до наступного закриття прес-форми, а вищий ежекторний стрижень не буде скинутий у порожнисту порожнину.
Якщо форма для фітингів з колінного трубопроводу ХПВХ генерується нормально
У разі виникнення цієї проблеми штифт викидача слід повторно відшліфувати. Конструкція форми зберігає з'єднувальну ділянку 10-15 мм на передньому кінці штифта викидача, а середня частина шліфується на 0,2 мм менше. Після складання всіх стрижнів викидача необхідно ретельно перевірити їх зазор прилягання, зазвичай у межах 0,05-0,08 мм, щоб забезпечити вільне просування та відступання всього механізму викидача.
2. Що робити, якщо під час виробничого процесу у прес-формі для колінчастих труб ХПВХ погано охолоджується або витікає вода?
Охолоджувальний ефект прес-форми для фітингів з ХПВХ безпосередньо впливає на якість продукції та ефективність виробництва. Наприклад, погане охолодження, велика або нерівномірна усадка виробу призводять до деформації та інших дефектів; з іншого боку, прес-форма перегрівається повністю або частково, внаслідок чого формування форми неможливе, і виробництво зупиняється. У важких випадках рухомі частини, такі як ежекторні штоки, можуть термічно розширюватися, втрачати міцність та пошкоджуватися.
Конструкція та обробка системи охолодження залежать від форми виробу. Не варто ігнорувати цю систему через складну структуру форми для трубопровідних фітингів або труднощі в обробці, особливо для великих та середніх форм. Проблему охолодження необхідно враховувати повною мірою.

Виставка